A infusão de grandes estruturas como cascos e conveses por meio da infusão sempre experimenta uma queda de pressão depois que a resina é impregnada em toda a área do laminado. Esse fenômeno pode prejudicar a compactação do materiais e criar um laminado com maior teor de resina, além de prejudicar a retirada do ar preso dentro do laminado possibilitando a criação de microbolhas.
Uma solução para esse problema foi elaborada pela Boeing e pela NASA que buscavam a fabricação de laminados com qualidade aeroespacial sem precisar do uso de autoclaves. Eles adaptaram procedimentos utilizados para compactação de prepregs já na década de 1980.
A ideia é utilizar duas bolsas de vácuo independentes durante a impregnação do laminado. Uma delas é responsável por criar o gradiente de pressão responsável por realizar a “sucção” da resina para dentro do laminado e a outra é responsável pela compactação dos materiais. O esquema de laminação é ilustrado pela figura abaixo.
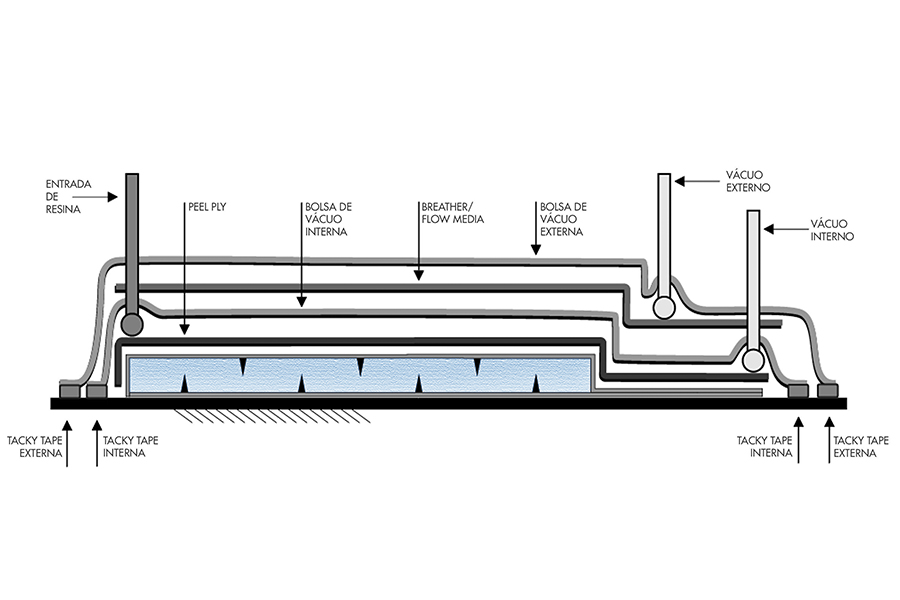
A princípio, a infusão a vácuo deve ser montada da maneira usual como é indicado no post sobre o tema. A segunda bolsa é montada em um perímetro externo que envolve toda a estrutura da infusão, sendo vedada por uma segunda linha de tacky tape. É importante garantir a vedação da primeira bolsa antes da aplicação da segunda para impedir que o sistema apresente um vazamento e as bolsas atuem como um só sistema de vácuo. Evidentemente é necessário realizar um drop test também após a montagem da segunda bolsa e antes da abertura das linhas de resina.
Entre as duas bolsas é necessário que exista um meio para permitir a distribuição homogênea do vácuo e impedir que ocorra o colapso de uma bolsa sobre a outra, o que faria com que perdessem suas funções. Consumíveis como uma camada de breather ou flow media exercem muito bem essa função.

Se essa abordagem for bem e executada e for capaz de manter a independência das duas bolsas, ela é capaz de produzir laminados com teores de fibra de até 70%, o que é uma grande vantagem para as propriedades mecânicas de estruturas construídas em composites. O teor de vazios, ou a quantidade de microbolhas, também é baixo, diminuindo os pontos de concentração de tensão criados durante a consolidação dos materiais compostos.


Sabrina Fernandes disse:
O que é um drop test?
Barracuda Composites disse:
Drop test é um teste para verificar se há vazamentos dentro da bolsa de vácuo. Ele é realizado depois que o nível de vácuo desejado foi aplicado dentro da bolsa e então, a bomba é desligada. Depois dessa ação, é normal a pressão cair um pouco, mas para infusão de embarcações, essa queda não pode ser maior que 120 mmHg em um intervalo de 5 minutos.
Quedas mais significativas que isso indicam que existe um ou mais pontos de vazamento e o construtor deve encontra-los e resolvê-los. Esses pontos de vazamento podem ser alguma parte da tacky tape que não está devidamente aderida ao molde, ou alguma perfuração na bolsa de vácuo.
Paulo Coimbra disse:
Os cascos dos catamarãs F50 da SailGP e os cascos de competição dos barcos da America’s cup seguem os mesmos processos de laminação e construção/montagem dos demais cascos “comerciais”?
Barracuda Composites disse:
Olá, Paulo
Normalmente essas embarcações de competições desse nível priorizam o alto desempenho e costumam ter estruturas sandwich construídas em prepreg e com núcleos de honeycomb de Nomex, que precisam curar em altas temperaturas e pressões muitas vezes maiores que a atmosférica. Como a estrutura deve ser consolidada de uma só vez, o construtor precisa de uma autoclave capaz de acomodá-la e submetê-la à essas condições. Falamos desses processos em dois posts aqui no blog e você pode ler a primeira parte aqui.
Atualmente também existem construtores utilizando tecidos de carbono na construção de lanchas de até 120 pés laminados por meio do método de infusão a vácuo, o que demonstra o interesse que a indústria náutica possui de ampliar o uso de materiais de alto desempenho.
Lucas Nacelli disse:
O que é um flow media?
Barracuda Composites disse:
Olá, Lucas
Flow media é um consumível também conhecido como tela de infusão e é bastante utilizada para infusão de laminados sólidos. É uma malha plástica flexível com uma permeabilidade alta que ajuda a resina a ser distribuída pela superfície da peça de forma mais rápida do que seria possível em laminados sólidos.
Carlos Fratelli disse:
É possível utilizar essa estratégia com resinas epoxy?
Barracuda Composites disse:
Olá, Carlos
É possível utilizar essa estratégia com qualquer resina compatível com o processo de infusão a vácuo e o que define essa compatibilidade é a viscosidade da resina, que deve estar entre 150 e 200 cps, e o tempo de gel que deve ser suficiente para que a resina percorra a distância que o plano de infusão determina que seja necessária.