Um fator que inibe alguns construtores a deixarem de lado os processos de laminação manual é o fantasma do custo. Não restam dúvidas que o processo de vacum bag com epoxy tem um custo maior. Mas existe uma diferença entre o custo direto e o indireto de cada um dos processos. Se o critério de decisão for o custo individual de cada material, com certeza o sistema de laminação manual é mais efetivo.
Os produtos para laminação manual em fibra de vidro e resina poliéster têm um custo médio de U$3.00/kg, enquanto um outro tipo de laminação – utilizando resina epoxy a vácuo com fibra de vidro – tem um custo inicial de U$ 6.00/kg.
Adicionando-se os custos de mão-de-obra, mesmo com o uso de laminadores mais qualificados, já se percebe uma boa redução na diferença de preços entre os processos. No processo a vácuo, usa-se menos fibra e resina e o valor das superposições e perdas no corte dos reforços também são menores. Continuando a listar os benefícios, o processo a vácuo tende a produzir laminados mais eficientes, com moderado aumento de custo.
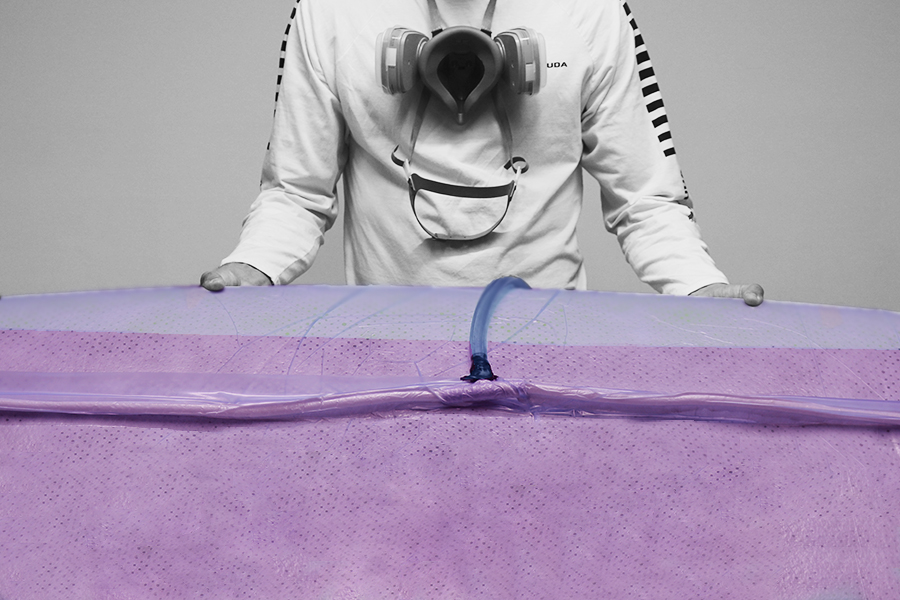
Uma das dificuldades de se comparar custos de barcos em poliéster laminados manualmente e outros construídos por vacuum bag é a necessidade do uso de resinas epoxy quando se utiliza o sistema de vácuo. O fechamento da bolsa de vácuo e aplicação da pressão somente ocorre após a impregnação de todas as fibras do laminado, que é feita manualmente. O casco de um barco de 30 pés, por exemplo, precisa de pelo menos seis horas para ser laminado, por isso é necessário que a resina utilizada possa ficar em estado líquido durante este tempo, sem iniciar o processo de cura. Não existe nenhuma resina poliéster, mesmo utilizando inibidores, que consiga ficar em aberto todo este tempo.
Resinas epoxy de laminação em composites têm um tempo de trabalho que pode variar entre 2 horas e 12 horas. Em seis horas é possível laminar 150m2, o que equivale a três camadas de reforço ou material sandwich em uma fôrma de 50m2 – potencialmente o tamanho de um molde para um casco de 40 pés. Para se obter uma boa impregnação inicial do laminado é importante que a resina tenha uma viscosidade baixa e ao mesmo tempo capacidade de atravessar algumas camadas de fibra. Normalmente, neste processo as resinas têm uma viscosidade que não ultrapassa 350 cps – um valor menor que a grande maioria das resinas poliéster de laminação conhecidas.
Uma das variáveis mais importantes sobre as resinas é o tempo de desmoldagem da peça. Ao contrário das resinas poliéster, onde o item mais importante é o geltime – o tempo da passagem do estado líquido para o de gel durante o processo inicial de polimerização – nas resinas epoxy temos o tempo de cura no pote (pot life), o tempo de gel na peça, tempo máximo na viscosidade de impregnação, tempo em aberto para a determinação do fechamento da bolsa de vácuo, tempo de cura sob vácuo e o tempo de desmoldagem.
Ao utilizar resinas epoxy e processos com vácuo, o construtor deve ter em mente que esse trabalho exigirá um método específico de trabalho. O mesmo se aplica à trabalhos de laminação manual com resinas poliéster. A utilização de materiais e processos diferentes exigirá expertises diferentes, ambos trarão prós e contras, e cabe ao construtor analisar qual é o melhor investimento para atingir o objetivo do projeto, e em qual ele se sente mais confortável executando.


Gustavo Oliveira disse:
Porque a maioria dos barcos são feitos com laminação manual?
Barracuda Composites disse:
Porque é um processo simples e rápido e envolve o uso de materiais mais econômicos.
Laura Moreira disse:
A laminação por Infusao substitui a laminação a vácuo?
Barracuda Composites disse:
Na maioria das vezes sim mas isto depende da resina que se utiliza para a fabricação das peças.
Denise de Oliveira disse:
Posso laminar uma peça a vácuo com resina poliéster?
Barracuda Composites disse:
Claro que pode mas as resinas poliester somente tem um tempo de uso de 30-50 minutos então a peça não pode ser muito grande.
Jorge Luiz Palma disse:
A produção de cascos é coveses de aproximadamente 20 pés é em sua grande maioria feita no processo manual.
A produção em uso de vacuum bag seria contraproducente e anti-econômico ?
A mão de obra necessária no sistema a vácuo seria muito maior ? Poderia exemplificar a quantidade de pessoas necessárias para executar no processo só manual e no processo a vácuo ?
Poderia dizer aproximadamente a diferença de custo nos dois processos sendo o manual feito com resina de poliester ?
Barracuda Composites disse:
A produção de cascos é coveses de aproximadamente 20 pés é em sua grande maioria feita no processo manual.
A produção em uso de vacuum bag seria contraproducente e anti-econômico ?
>> Claro que não mas seria muito mais cara! a nao ser que voce esteja construindo um barco de alta performance.. mas barcos na faixa de 20-28 pes sao basicamente 99.99% construídos por laminação manual dentro dos estaleiro!
A mão de obra necessária no sistema a vácuo seria muito maior ? Poderia exemplificar a quantidade de pessoas necessárias para executar no processo só manual e no processo a vácuo ?
A mao de obra seria a mesma ou talvez ate menor. Um casco de um barco de 20 pes em uma fabrica pode ser construído com 4 pessoas em 2 dias de trabalho. Aproximadamente 16 horas x 4 pessoas.
Poderia dizer aproximadamente a diferença de custo nos dois processos sendo o manual feito com resina de poliéster ?
O processo de laminação a vácuo deve ser feito com resina epoxy! a resina poliéster não permite que o tempo de cura seja utilizada no sistema a vacuo! entao ja deu para notar que o processo a vacuo é bem mais caro… embora mais leve
Jorge Luiz Palma disse:
Onde aprender o processo de vacuum bag ?
Há algum curso ?
Barracuda Composites disse:
A Barracuda nao oferece mais cursos mas acredito que se voce procurar na internet deve achar alguma empresa que possa treinar voce neste processo.
Jorge Luiz Palma disse:
Me desculpe pela insistência, mas se eu puder não fazer mais do mesmo e oferecer um produto com características muito relevantes ao usuário; creio que vale a pena explanar mais um pouco com quem tem muuuita expertise, vocês.
Mas caro e mais leve quanto percentualmente ?
Pois dependendo dos valores, se pode diminuir a potência de motor, aumentar capacidade de carga e baixar o consumo de combustível.
Barracuda Composites disse:
É verdade que a construção a vacuo é mais leve mas normalmente é muito mais cara e precisa de gente habilitada (com experencia) para fazer.. alem do custo dos materiais (especialmente da resina)
Jorge Luiz Palma disse:
Exemplificando; se um barqueiro que faz passeio c turistas puder colocar mais um passageiro no passeio isso representará pra ele mais 2000, a 3000, reais mensais.
Barracuda Composites disse:
Existe muito poucas pessoas que dominam o processo de laminação a vácuo e por infusão.
Por isto a laminação manual é tão utilizada
Jorge Luiz Palma disse:
Porque uma característica do processo a vácuo compensa a outra e continuará compensando pra sempre, pois o cliente terá a vantagem da capacidade pra sempre enquanto o investimento mais caro no produto será só uma vez
Barracuda Composites disse:
Se esta afirmação fosse 100% verdadeira existiriam mais barcos feitos por este processo. Hoje (ou sempre) o custo é muito importante e determinante.
GILKA CAMINHA disse:
QUANTO PESA UMA FORMA DE BARCO DE PESCA 56 PES EM FIBRA LAMINADA
Barracuda Composites disse:
voce pode considerar que uma forma pesa de 4-5 vezes o peso da peca laminada.
Gilka caminha disse:
Quanto pesa uma peça laminada manual
Barracuda Composites disse:
Bem.. dependa da peca, area, e espessura