
As variáveis do processo de infusão a vácuo já foram extensivamente discutidas em diversas ocasiões no blog, sobretudo no post sobre o teste de permeabilidade, propriedade que está intimamente relacionada com a velocidade do avanço da frente de resina.
Normalmente, a infusão de cascos e conveses é realizada com um tempo de infusão entre 30 e 50 minutos dependendo do tamanho da peça e também por conta do tempo de gel típico das resinas poliéster e estervinílicas. Isso não é nenhum problema em laminados sandwich com núcleos de espuma PVC que possuem alta permeabilidade e são um meio poroso por onde a resina pode viajar com facilidade.
No entanto, existem regiões do casco que são construídas em laminados sólidos sem a presença desse meio de alta permeabilidade, como é o caso do fundo de alguns barcos ou por necessidade de instalação de ferragens. Isso não impede que essas regiões sejam infundidas, mas o construtor deve ter alguns cuidados a mais.
É muito mais difícil para resina atravessar múltiplas camadas de reforço compactadas por meio de um gradiente de pressão do que atravessar laminados sandwich que têm alta permeabilidade. O construtor deve ter em mente que o avanço da frente de resina é muito mais lento e deve adotar estratégias para que a infusão ocorra no tempo correto.
O construtor pode adaptar sua estratégia de infusão inserindo mais linhas e entradas de resina, fazendo com que a resina tenha um caminho menor a percorrer antes do produto alcançar o ponto de gel. No entanto, é muito mais comum que os construtores recorram a um consumível chamado tela de infusão.
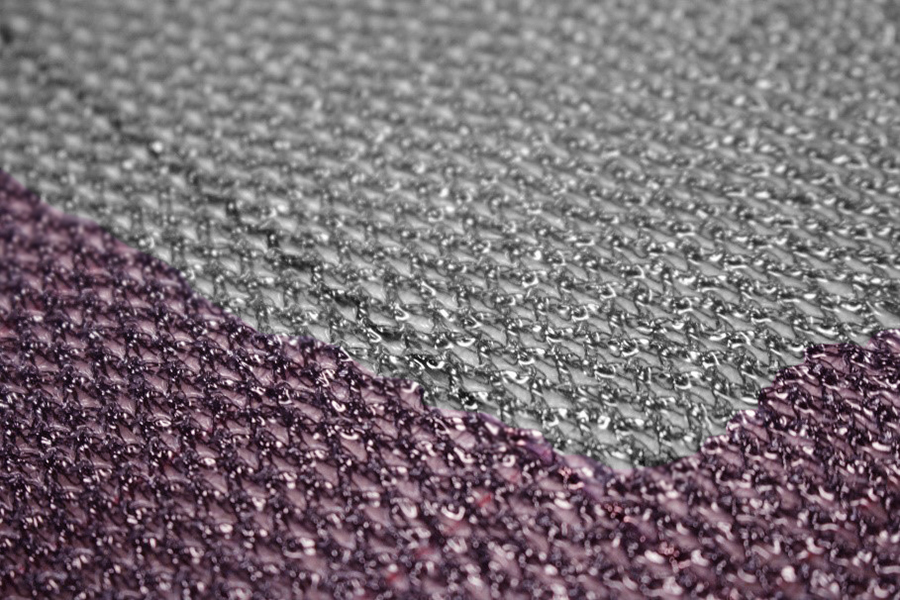
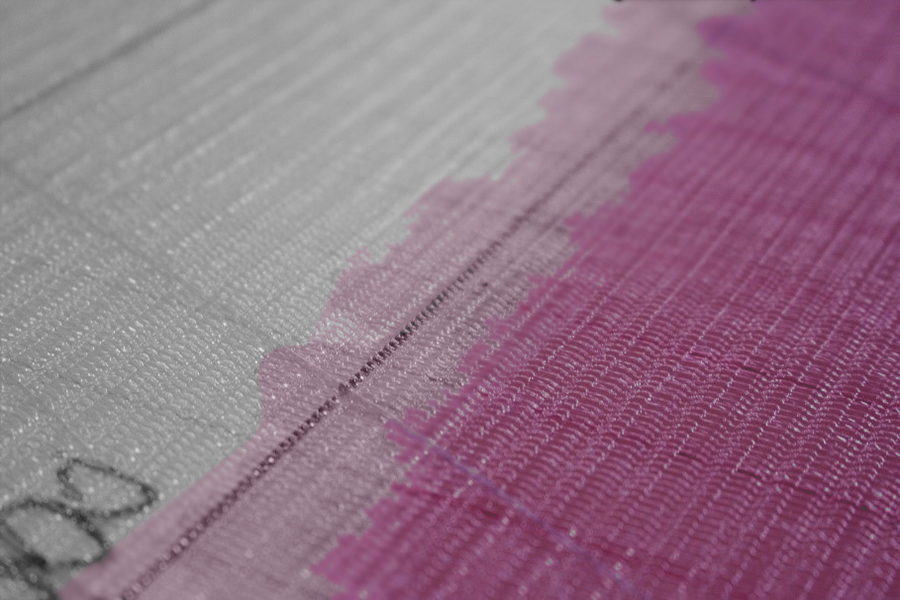
A tela de infusão é um material de alta permeabilidade que rapidamente distribui a resina ao longo da superfície do laminado, fazendo com que a impregnação ocorra através da espessura e não somente através da comprimento. Uma das grandes desvantagens do uso desse consumível é que o acabamento superficial da face de laminado que não está em contato com o molde fica ligeiramente rugoso, mas isso não é um grande problema estrutural de embarcações que precisam de acabamento perfeito em apenas um dos lados.
Na montagem da infusão, além da tela o construtor deve inserir um filme perfurado entre o peel ply e a bolsa de vácuo. Diferente do filme perfurado utilizado no processo de vacum bag que controla a saída de resina que será absorvida pelo breather, esse release film possui a função de controlar a entrada de resina no laminado e facilitar a posterior desmoldagem da tela. A área aberta, então, é naturalmente maior sendo que os filmes para vacum bag possuem cerca de 0,15% de área aberta enquanto os de infusão alcançar valores próximos de até 1,8%.
Após o posicionamento do peel ply, filme perfurado e tela de infusão, é importante montar as linhas de entrada de resina em cima da tela, para que a resina entre em contato com o meio de alta permeabilidade assim que entrar no laminado.

Outra característica importante que o construtor deve estar atento no momento de selecionar a tela certa é a facilidade em acomodar o material durante a montagem. Uma tela de trama tridimensional com alta permeabilidade e facilidade de moldagem é a mais indicada. É importante também que sejam realizados testes de permeabilidade com laminados equivalentes aos que serão utilizados para fabricação das peças estruturais para que se tenha dados sobre a velocidade do avanço de resina nas condições de produção reais.


Kenitti disse:
Olá,trabalho bastante com esse matérial e muita das vezes se o construtor não tiver atenção com esse material,em um primeiro momento ele pode achar q a área ja esta molhada por conta da velocidade q a resina percorre o laminado por conta da tela,mas muita das vezes esta apenas superficialmente,a pergunta é como ter a certeza que o laminado esta molhado ate a última camada,so com os teste de impermeabilidade?
Barracuda Composites disse:
Olá, Kenitti
Os testes de permeabilidade com amostras com o mesmo plano de laminação da peça a ser construída são a melhor maneira de garantir que o seu plano de infusão é capaz de garantir a impregnação completa da estrutura.
Lembrando que o teste de permeabilidade deve ser realizado na mesma temperatura que a construção da peça, garantindo que a resina tenha a mesma viscosidade inicial.
Timote Lopes disse:
Uma solução para infundir laminados sólidos não seria utilizar resinas epoxy de cura lenta? Que pode levar várias horas?
Barracuda Composites disse:
Olá, Timote
Em comparação com resinas poliéster, as resinas epoxy são muito mais caras. Além disso, isso estenderia muito o tempo de infusão que idealmente, deve ficar entre 30 minutos e 1 hora, para aumentar o máximo possível os níveis de produtividade.