
A infusão a vácuo e o vacum bag são dois dos principais métodos para construção de embarcações em série. O gradiente de pressão exerce diferentes funções no dois métodos, mas é essencial para o seu sucesso.
No processo de vacum bag, a pressão deve ficar entre 0,4 e 0,6 atm para que seja capaz de compactar o laminado e retirar o excesso de resina que já está presente nas camadas de reforço do laminado. Já no processo de infusão a vácuo, os níveis de pressão devem ficar o mais próximo possível de 1,0 atm para que seja possível transportar as frente de resina ao longo do laminado e garantir a impregnação completa.
Os principais elementos responsáveis pela criação e manutenção do gradiente de pressão são a bomba de vácuo, a bolsa de vácuo e o molde. O drop test é responsável pela avaliação da capacidade dos consumíveis de manter o gradiente de pressão, mas antes disso o construtor deve avaliar a estanqueidade e integridade do molde.
Para manter pressões entre 0,4 e 0,6 atm não existem tantos problemas, mas a partir de 0,8 atm qualquer defeito já pode causar vazamentos capazes de comprometer o processo de laminação. Mesmo a porosidade de um molde de 10 mm de fibra de vidro sólida pode causar vazamentos e o construtor deve fazer o possível para evitá-los ou, pelo menos, estar preparado para eles.
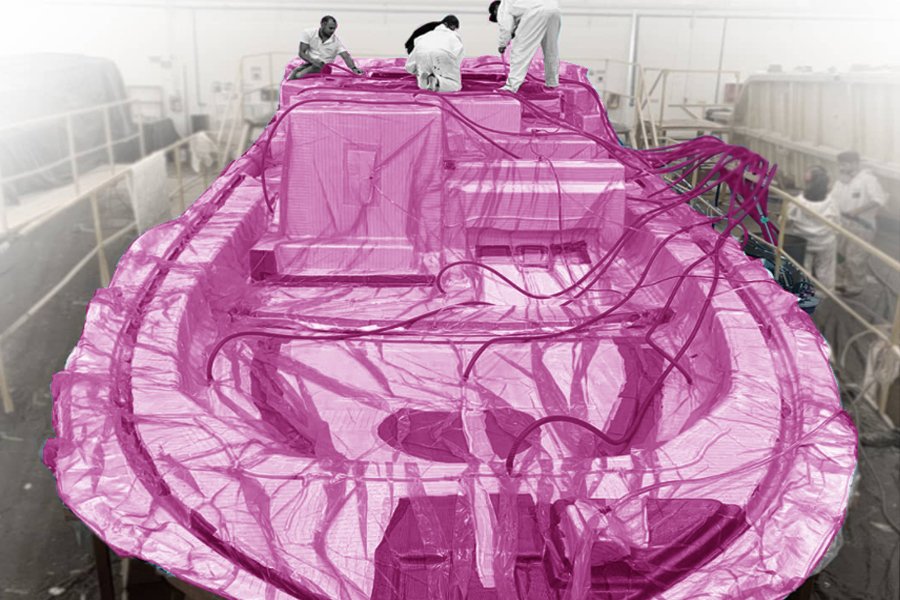
Para isso, após a fabricação do molde e antes da primeira laminação, o molde deve passar por um teste de integridade que deve ser iniciado em uma área que provavelmente não apresente vazamentos, ou seja, sem flanges ou emendas. Isolando um local com essas características de aproximadamente 2 m² é possível verificar se a construção do molde é resistente à vazamentos.
Para realizar o teste nessa área é necessário encerar o molde e isolar a área com tacky tape. Para que a bolsa de vácuo não fique diretamente sobre o molde, é necessário utilizar uma ou duas camadas de tecido biaxial ou breather. A linha de vácuo deve percorrer todo o perímetro da área de teste e deve ser incialmente regulada para uma pressão de 0,3 atm para que a bolsa tenha algum tempo para se ajustar. Quando tudo estiver na posição correta, a pressão deve ser ajustada para 1,0 atm e deve-se realizar uma nova revisão do sistema.
Um aparelho de ultrassom deve ser utilizado para procurar vazamentos, inspecionando o perímetro da tacky tape, todas as conexões válvulas, registros e mangueiras acopladas ao sistema da bomba de vácuo. Garantindo que todos esses elementos estejam sem vazamento, a bomba deve ser desligada e o sistema isolado deve ser capaz de manter a pressão próxima de 1 atm por 30 minutos.
Se ocorrer uma queda de pressão maior que 0,1 atm em cinco minutos, o construtor deve saber que a probabilidade de insucesso é grande e deve procurar reparar o molde. Se o sistema for capaz de manter a pressão, a área de teste deve aumentar progressivamente até atingir toda a área do molde. Áreas com inserts de vigias, gaiutas e os flanges são mais propensas a vazamentos e devem ser cuidadosamente avaliadas.

Alguns construtores podem apresentar certa resistência para realizar o teste de integridade e estanqueidade do molde, já que ele pode ocupar um dia inteiro na produção, mas é importante compreender que ele é capaz de evitar o desperdício de dezenas de milhares de reais em materiais de construção e que a qualidade da peça final aumentará significativamente quanto maior o gradiente pressão alcançada na infusão a vácuo.


Marcelo Cunha Costa disse:
Bom dia,
Em relação aos aparelho de ultrassom para detecção de vazamentos quais os tipos, marcas ou modelos que são recomendadas para esta atividade?
Barracuda Composites disse:
Oi Marcelo,
Normalmente se utiliza um aparelho chamado Detector Ultrassônico de Vazamentos, desenvolvido para detectar vazamentos de ar comprimido. Ele converte emissões de sons ultrassônicos causados por vazamentos para uma gama audível para pessoas, amplificando em até 32 vezes o ruído. Possui também um indicador em LED para auxiliar o usuário.
Você pode ver um sendo utilizado no vídeo sobre Teste de Permeabilidade.
Tiago Freitas disse:
O teste de integridade do molde deve ser realizado antes de cada infusão?
Barracuda Composites disse:
Olá, Tiago
Não. O teste de integridade do molde deve ser realizado antes da primeira infusão realizada naquele molde, para verificar que sua estrutura é capaz de suportar a pressão necessária para carregar a resina através do laminado.
No entanto, o drop test deve ser feito antes de cada infusão sim. O objetivo do drop test é verificar a capacidade do sistema de vácuo, que inclui o isolamento te tacky tape e a integridade da bolsa de vácuo, de manter a pressão durante o processo. Esse teste é muito mais rápido e simples de ser realizado. Você pode ler mais sobre ele no livro Processo de Infusão a Vácuo em Composites.