
Os benefícios da construção sandwich na eficiência estrutural de embarcações depende não só da integridade do material de núcleo e dos materiais que compõe as faces, mas também da interface de colagem entre esses elementos que garante a transferência de esforços.
Quando se utiliza o processo de infusão a vácuo para fabricação de grandes estruturas, a resina absorvida pelo núcleo faz esse papel de criar uma ancoragem entre a espuma e suas faces. Quando se utiliza o processo de laminação manual, no entanto, o construtor pode recorrer à utilização de um adesivo de colagem e um compactador pneumático.
Além desses produtos, esse procedimento precisa de uma balança digital, um dosador de catalisador, um misturador e uma espátula dentada. A massa de colagem pode ser formulada a partir de resinas poliéster combinadas com cargas minerais e, por conta da periculosidade dos produtos, o laminador deve estar devidamente protegido.

Após pesar a massa, deve-se utilizar o dosador catalisador para coletar a quantidade adequada de catalisador, que varia entre 1,00% e 2,00% no caso de massas a base de resina poliéster.

Após adicionar o catalisador na massa, é necessário misturar a substâncias com uma batedeira de baixa velocidade e/ou misturadores manuais. É essencial garantir que a mistura fique homogênea e que o catalisador esteja misturado por todo o volume de massa adesiva.

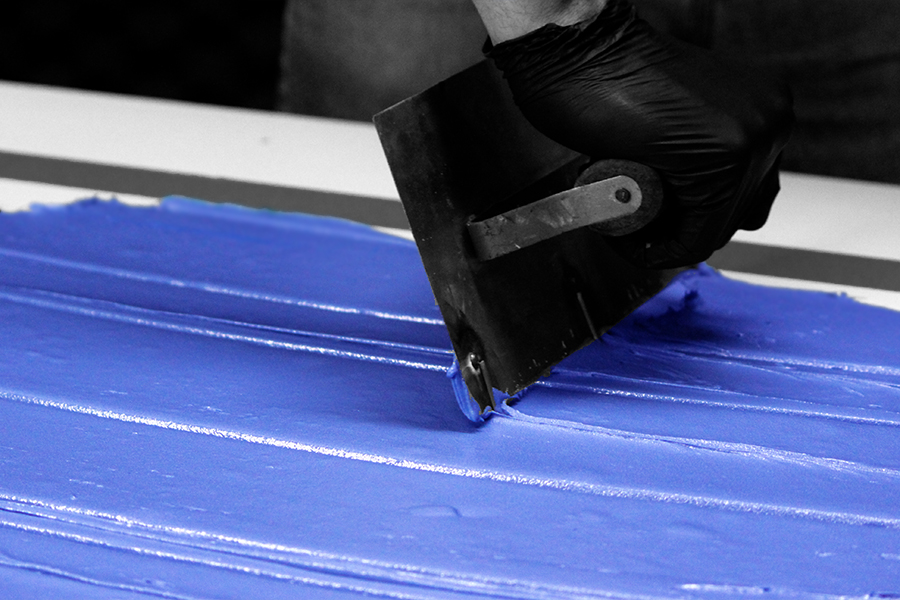
A massa adesiva deve ser depositada por toda a superfície de colagem. Com uma espátula dentada, o aplicador deve formar um filme uniforme de adesivo por toda a área de colagem, com espessura que varia com o tipo de corte e espessura das placas.
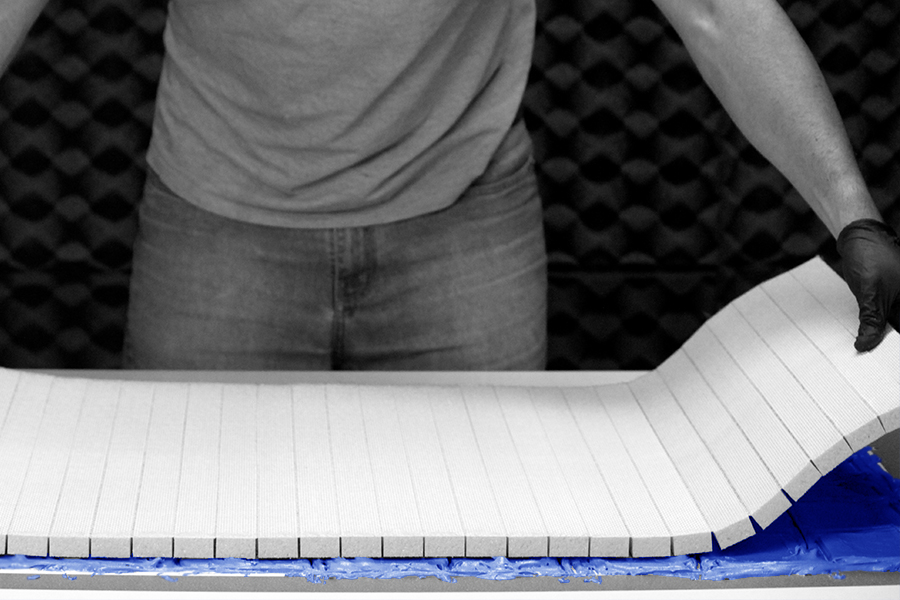
O núcleo de espuma PVC deve ser posicionado e aplicador dele acomodá-lo e ajustá-lo sobre a área cuidadosamente de forma manual.
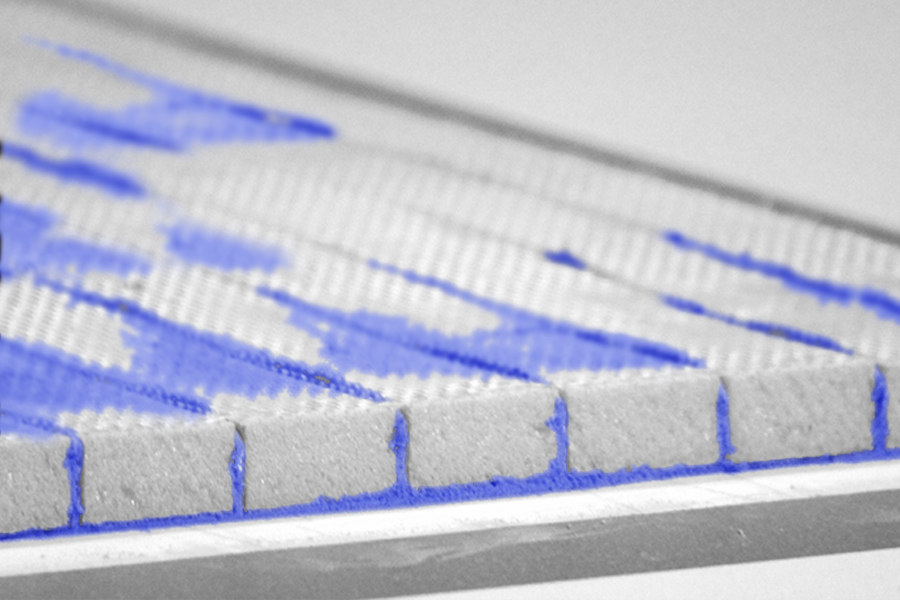
O compactador pneumático deve ser ligado em uma linha de ar comprimido e o laminador deve utilizá-lo para pressionar o núcleo longitudinalmente em apenas uma direção, buscando garantir a entrada de adesivo nas ranhuras (groovings) das placas e retirar todo o ar aprisionado entre a massa de colagem e a espuma.

Após percorrer toda a área em baixa velocidade e garantir que a massa de colagem penetre todos os groovings, o laminador pode utilizar uma espátula para retirar o excesso de adesivo e observar se todos os espaços estão completamente preenchidos.
Se todo o procedimento for executado corretamente, a interface entre o laminado e o núcleo de espuma não terá nenhum defeito ou espaço vazio causado por aprisionamento de ar.
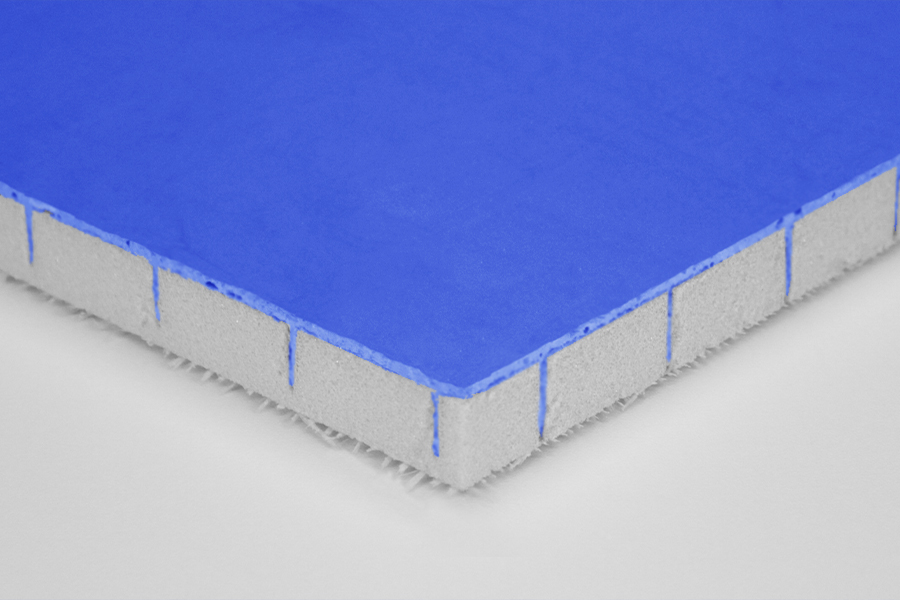
A execução correta desse processo vai garantir a integridade da estrutura e um fluxo eficiente dos esforços entre os elementos dos painéis sandwich, aumentando a segurança da navegação e diminuindo eventuais problemas, como delaminação.


Fernando Costa disse:
Apenas o núcleo com corte DC é recomendado para esse tipo de procedimentos?
Barracuda Composites disse:
Olá, Fernando
Você também pode utilizar esse procedimento com cortes GS e SC, que possuem groovings profundos por onde a massa de colagem pode permear. Nunca deve ser utilizado núcleos com corte DCI para colagem manual, porque a quantidade de adesivo absorvida é insuficiente para garantir a segurança da estrutura sem a presença do vácuo.
Gebriela Fernandes disse:
O ar comprimido é essencial? O rolo compactador não é o suficiente?
Barracuda Composites disse:
Olá, Gabriela
Ligar o rolo compactador na linha de ar comprimido é essencial para expulsão completa de bolhas de ar entre o laminado e o núcleo. O rolo somente sem emitir as vibrações necessárias não faz isso de maneira adequada e pode criar bolhas que durante a operação da embarcação podem iniciar o processo de delaminação e posterior comprometimento da estrutura.