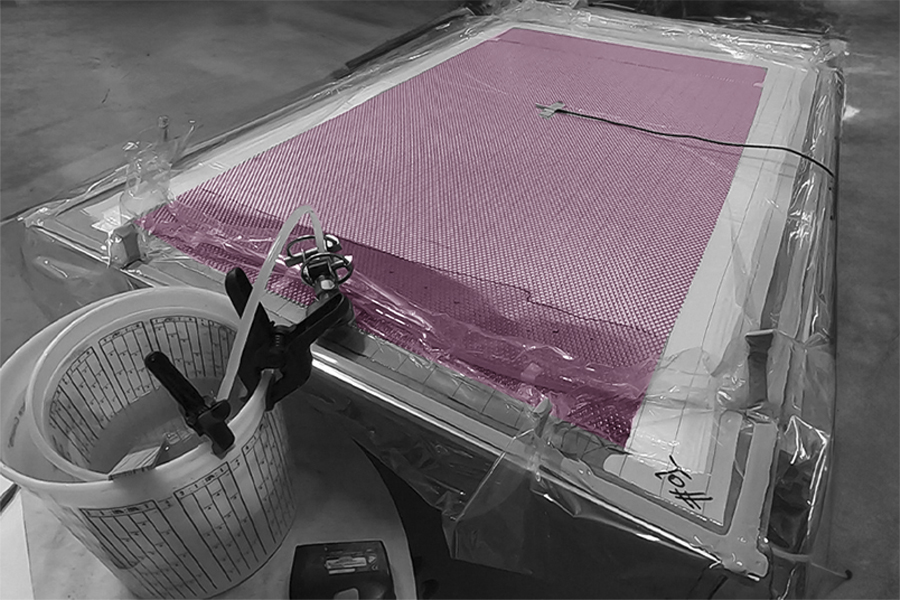
Com o molde já preparado e encerado para o início da laminação, o primeiro passo é o corte das fibras. Normalmente o que se faz instintivamente é levar grandes pedaços ou rolos de manta ou tecido enrolados para dentro do molde e então ir esticando e cortando estes reforços ali mesmo.
Isto logicamente pode até funcionar na construção de um ou dois barcos, mas se o trabalho requer uma fabricação em série, então este processo deve ser completamente abolido em uma fábrica moderna. Não existe hipótese de ser economicamente eficiente trabalhando dessa maneira, sem contar com a falta de limpeza e a lentidão do serviço. O procedimento correto inclui a retirada das principais medidas do molde e o pré-corte das fibras em um local externo.
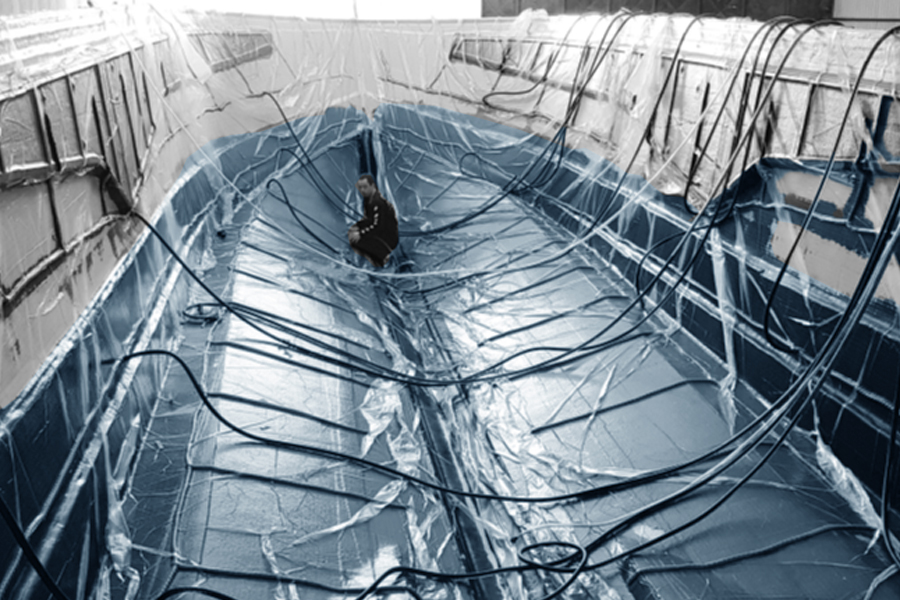
De acordo com o desenho do molde o construtor deve cortar as camadas de fibras no formato que elas vão ser depositadas sobre o molde. Para fazer gabaritos de corte das fibras, deve-se começar por regiões grandes e simples no centro do casco e então caminhar para as extremidades.
O laminador deve marcar a localização da primeira camada no flange da fôrma de modo que seja conhecida a posição do tecido na hora de laminar. O tipo de fibra, direção e a ordem de laminação são determinados pelo projetista. Ao usar mantas, por exemplo, todas as emendas devem ser cortadas com uma superposição de mais ou menos 50 mm.
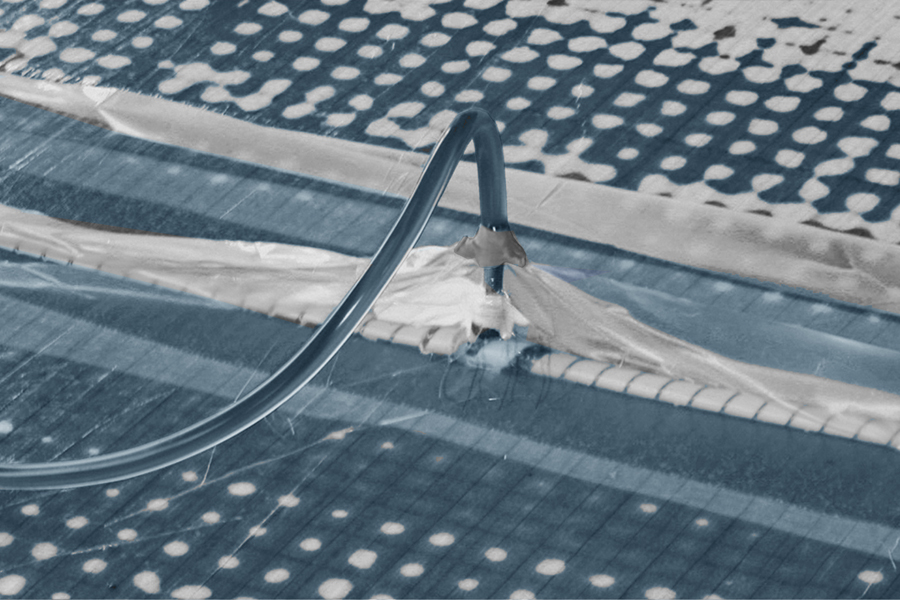
Note que 50 mm correspondem a quase 5% de peso de fibra adicionada ao casco. Qualquer variação dessa largura implicará em mais resina, mais trabalho e maior custo do produto final. Como normalmente os laminadores não se preocupam em manter constante esse valor, o resultado final será certamente o aumento de peso.
Na construção de embarcações é comum que a primeira camada de manta seja colocada no sentido transversal e a segunda no sentido longitudinal. As camadas seguintes devem alternar o sentido das fibras, entretanto cada construtor deve ter o seu próprio padrão de colocação dos tecidos. Construtores profissionais tendem sempre usar os tecidos na direção longitudinal do molde para reduzir a quantidade de superposições. O desenho de gabaritos de cada camada permite evitar a localização muito próxima de emendas nas camadas uniformizando a espessura do laminado.
O procedimento de laminação transversal é muito útil para principiantes, pois é bem mais fácil, e requer menos trabalho depositar as fibras neste sentido, entretanto a quantidade de superposições será maior, assim como o peso e o custo final. Como a maior parte dos tecidos tem uma direção preferencial, e esta é sempre aquela na direção longitudinal, é possível prever que a deposição de reforços na direção transversal não é a melhor ideia.
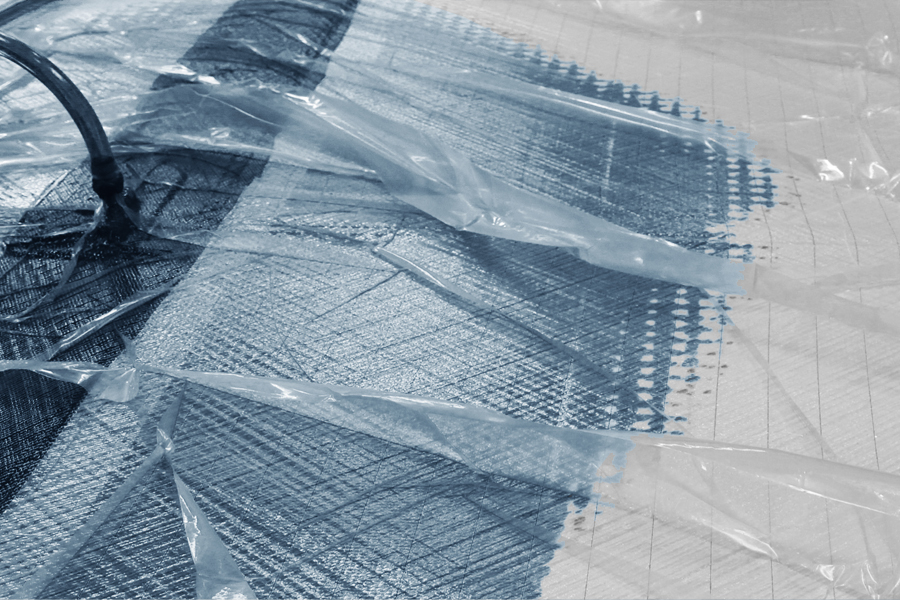
O construtor deve ter em mente que a economia de peso não deve ser preterida por nenhum outro fator. O plano de laminação pode ainda determinar a orientação de algumas camadas direcionadas em ±45º, ou ainda direções específicas para laminações de camadas unidirecionais ou tecidos híbridos. No caso de utilização de tecidos biaxiais, que possuem gramatura balanceada nas suas direções, não é preciso mudar a direção de colocação dos tecidos sobre o molde.
Pode parecer inacreditável, mas a quantidade de material que se perde em pré-corte mal feito e superposições mal calculadas pode chegar a mais de 20% da fibra utilizada dentro do barco sem qualquer função estrutural. Dessa forma é incrível alguns construtores fazerem o máximo para poupar na utilização de matérias-primas de boa qualidade e relaxarem na observação de detalhes que consomem grande ou toda lucratividade do seu negócio.