As espumas de PVC são um dos tipos de núcleo sandwich mais utilizado na construção em materiais compostos e especialmente em embarcações. As últimas formulações disponíveis oferecem enormes vantagens para a construção de laminados de alta performance, como carros, trens, embarcações, aeronaves e geradores de energia eólica. Algumas espumas de PVC oferecem quase o mesmo desempenho estrutural e baixo peso que os honeycombs utilizados na indústria aeroespacial, além de permitir a laminação direta sobre sua superfície, e o mais importante, com um custo bem menor.
As espumas de PVC possuem altíssima resistência à compressão e ao cisalhamento, além de excelente resistência química e permitem uma deformação por cisalhamento de até 50% o que as tornam insuperáveis onde se necessita resistência dinâmica. Sua temperatura de operação varia entre –40°C e 120°C embora algumas espumas possam ser curadas a mais de 160°C . Além disso, sua formulação e produção fazem com que elas tenham 100% de células fechadas, o que impede a absorção de água.
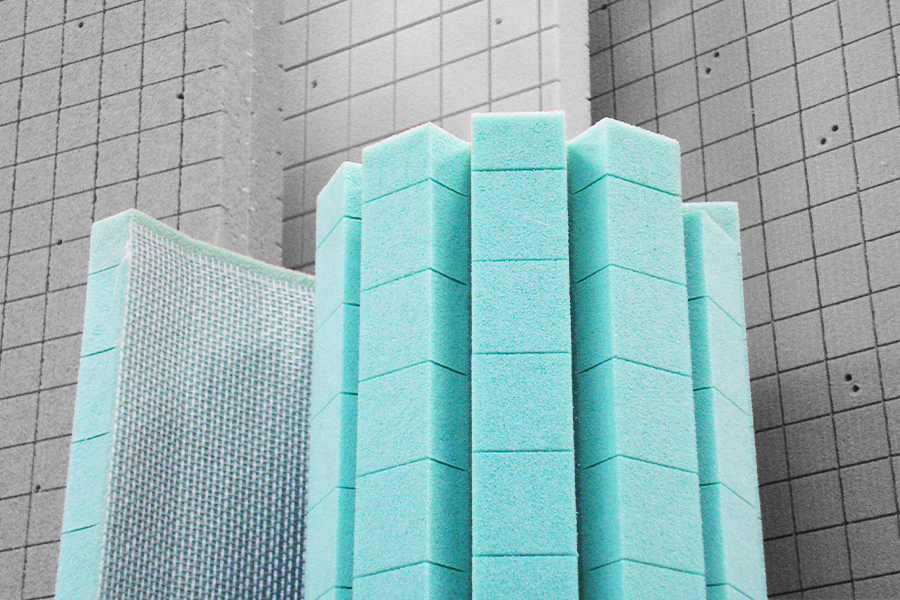
Estas espumas sintéticas são produzidas a partir de uma mistura de polímeros e resinas à base de policloreto de vinila (PVC) em um processo computadorizado que garante a precisão na formulação dos componentes químicos. A partir deste ponto, a mistura é colocada em pequenas formas metálicas, onde passa por um processo de aumento de temperatura e pressão. Logo após, é expandida com vapor d’água, curada em ambientes climatizados e estabilizados termicamente, antes de ser levada para processamento e corte. O processo de fabricação de uma espuma deste tipo leva de três a quatro semanas até os blocos estarem prontos para serem trabalhados. Dependendo da densidade da espuma, o tempo pode chegar a oito semanas.
As espumas de PVC são fabricadas em diversas densidades, as mais comuns são 40, 45, 60, 80, 100, 130, 160, 200 a 250 kg/m³. Cada densidade é codificada por uma cor diferente e suas espessuras variam de 3 até 75mm.
É lógico que existe uma variedade imensa de outros produtos feitos a partir deste mesmo material e eles podem ser solicitados de acordo com sua aplicação específica. Existem vários tipos de corte disponíveis no mercado, alguns exemplos são DC, DCI, GSP, GS, GSN, GSNS ou GSH, cada um desses cortes possui sua função dentro do seu projeto e método de fabricação. As espumas com cortes para infusão são projetadas para atender a permeabilidade da resina dentro do laminado, com perfurações e ranhuras para conduzir a resina pela peça. A configuração de cortes longitudinais e transversais possibilita que o projetista possa direcionar a frente de resina para onde ele achar mais interessante ou onde houver uma maior concentração de fibras com baixa permeabilidade.
Uma das maiores vantagens da utilização de materiais compostos é poder otimizar suas características ortotrópicas para que os laminados individuais sejam posicionados nas direções onde se necessita maior resistência. Com isso é possível reduzir a quantidade de material “desnecessário” onde as tensões são baixas e reduzir o peso das peças.
Materiais isotrópicos, que exibem resistência igual em todas as suas direções, como os materiais metálicos, não conseguem produzir uma otimização das tensões nas direções mais solicitadas em uma estrutura, porque pela sua própria característica molecular eles desenvolvem a mesma resistência em qualquer direção. Embora a ortotropia seja uma dádiva da ciência em proporcionar a flexibilidade de se colocar a quantidade de material desejada em cada direção ela também promove alguma dificuldade em fazer os cálculos corretos da resistência e rigidez de uma estrutura.
Hoje em dia com a amplitude de opções de tecelagem existem tecidos de fibra de vidro e fibra de carbono fabricados nas direções de 0 graus (unidirecional), tecidos biaxiais de 45/-45 graus e 60/-60 graus, e unidirecionais de 90 graus em diversas gramaturas e combinações. Esta variedade de opções permite ao projetista uma larga variedade de possibilidades de se projetar um laminado eficiente.
Para que isso seja possível, é necessário saber com uma boa exatidão a direção, sentido e grandeza da carga, assim como, as características mecânicas dos materiais em suas respectivas direções. Como já vimos em posts anteriores, o regime de navegação hidrodinâmico exerce um complexo conjunto de forças na estrutura das embarcações e essas forças podem ser dimensionadas com ajuda de sistemas estatísticos para determinação das acelerações verticais e finalmente as pressões atuantes na estrutura.
Vale aqui ressaltar que muitos projetistas optam por simplicidade utilizar dados sugeridos por sociedades classificadoras, mas essas normas costumam utilizar fatores de segurança altos e muitas vezes irreais, somente visando o lado da segurança, mas desprezando a otimização de peso da estrutura. Também as características dos materiais utilizados nos projetos podem ser obtidas via literatura de fabricantes ou até mesmo de forma analítica através da regra das misturas, que é sempre um ótimo ponto de partida.
Projetos mais complexos sempre vão exigir uma abordagem diferente e mais precisa até porque o custo dos materiais passa a ser uma variável importante para a produção da estrutura. Como se faz necessário projetar um laminado mais otimizado, principalmente no que se refere ao peso final do componente, é necessário refinar o cálculo ao máximo. Para isto, o projetista deve utilizar a geometria original da peça, as corretas condições de contorno, carregamento e finalmente as características dos materiais.
Tanto a geometria, carregamentos externos e internos e as condições de contorno podem ser definidas através do projeto original e características de navegação da embarcação. Já as características mecânicas precisam ser ensaiadas com o máximo de precisão e utilizar sempre que possível corpos de prova produzidos nas mesmas condições que a estrutura vai ser fabricada. Utilizar condições especiais de pressão e temperatura para a fabricação dos laminados que vão ser ensaiados vai “mascarar” os resultados práticos dos valores obtidos nos testes que nunca vão se concretizar na fabricação da estrutura ou mesmo na repetição dela quando for o caso.
Tudo começa na preparação dos laminados para gerar os corpos de prova que serão ensaiados. Como muitos fatores influenciam na característica de um material composto, é recomendado que esses laminados sejam produzidos de maneira mais próxima possível do laminado da peça final e se possível produzido pela mesma pessoa ou equipe que vai laminar.
A próxima etapa é produzir os corpos de prova respectivos para cada tipo de teste desejado. Os mais comuns são os de resistência a tração, compressão e cisalhamento, e obviamente os seus módulos de elasticidade. É muito importante observar as normas corretas para a realização de cada teste de acordo com cada material ensaiado.
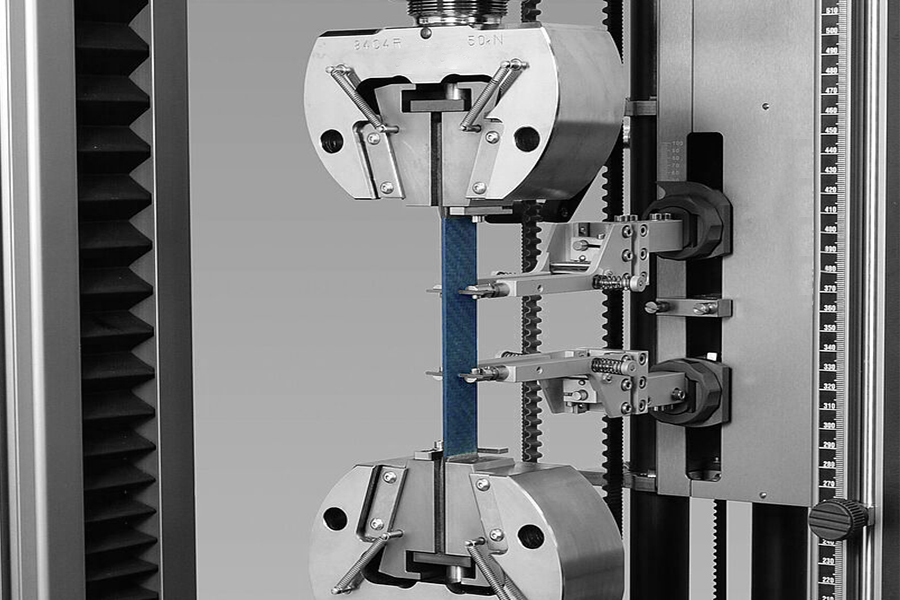
Os testes de tração normalmente são realizados em laminados sólidos através da norma ASTMD638, e consiste em tracionar corpos de prova de 250mm x 25mm x 3mm até a ruptura. Durante o teste são medidos a tensão aplicada pela máquina de ensaio e a deformação resultante da aplicação dessa força.
Através desses dados é possível gerar o gráfico de Tração x Deformação do material e obter as tensões de escoamento, máxima e de ruptura, assim como o módulo de elasticidade de tração e coeficiente de Poisson. Mais detalhes sobre essas grandezas são explicados no post “A Diferença Entre Resistência e Rigidez”.
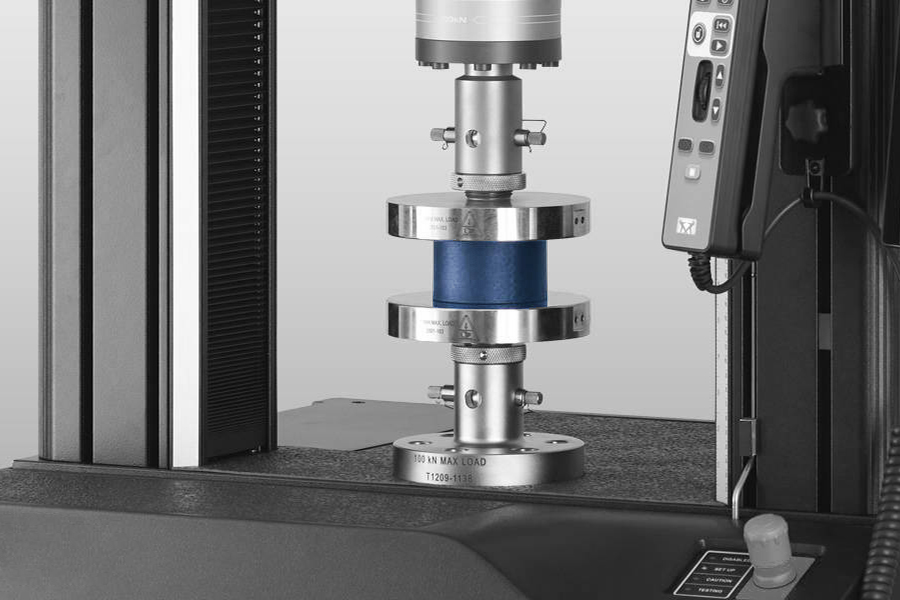
O teste de compressão, que normalmente é realizado de acordo com a norma ASTMD3610, segue os mesmos princípios do de tração, aplicando-se uma força axial no corpo de prova, só mudando a direção da força, que agora comprime ao invés de tracionar.
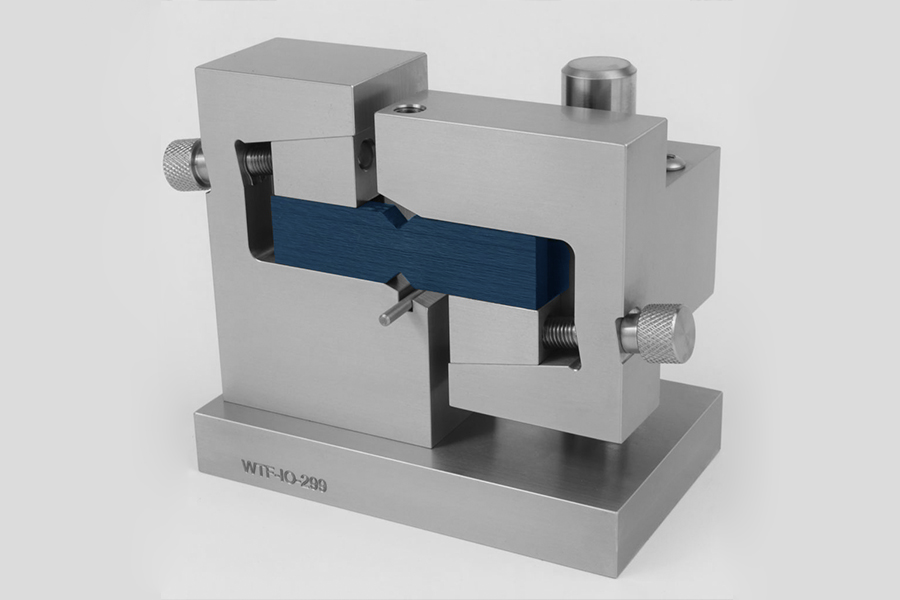
As tensões de cisalhamento, surgem em um corpo quando ele é submetido à um par de forças que agem em lados opostos com a mesma magnitude. Desta forma o teste de cisalhamento, levando em consideração a norma de ensaio ASTMD5379, consiste em aplicar uma força em uma das extremidades de um corpo de prova, enquanto a outra extremidade é engastada.
Dada a natureza da operação de embarcações, suas estruturas normalmente não estão submetidas a pura e simplesmente tração ou compressão ou cisalhamento. A realidade é que as cargas aplicadas pelo regime de navegação dinâmica criam um regime de flexão, ou seja, uma das faces está submetida à tração, enquanto a outra está submetida à compressão e o núcleo sofre com tensões de cisalhamento. Mais informações sobre esses tipos de esforços podem ser notadas no post “Tensões Normais e de Cisalhamento”.