No post anterior foram apresentadas três estratégias de infusão, começando com point injection e terminando com a estratégia de edge injection com uma linha de resina posicionada no centro do painel simulado, o que diminui o tempo de infusão mas ainda não é capaz de formar frentes de resina que cheguem de forma homogêneas nas linhas de vácuo.
Para alcançar esse objetivo, o construtor pode recorrer ao uso de branches, que são linhas secundárias de menor diâmetro responsáveis pela distribuição da resina que entra pela linha principal. A Figura 1 apresenta uma estratégia de infusão com a linha de resina posicionada no centro do painel, mas agora com um branch central.
Figura 1. Linha principal central com branch central
A adição dessa linha secundária no centro da linha principal causa um aumento do fluxo de resina em direção ao centro das arestas da placa, o que pode causar a saturação das linha de vácuo e fazer com que os vértices não recebam resina suficiente.
A Figura 2 apresenta o comportamento do fluxo de resina quando são adicionados branches na extremidade da linha principal de resina. É possível observar que a frente de resina chega às arestas da placa de forma mais regular que no exemplo anterior.
Figura 2. Linha principal central com branches nas extremidades
A Figura 3 apresenta a outra abordagem do uso de branches, com eles igualmente espaçados sobre a linha principal de resina, fazendo com que o fluxo de resina avance de forma mais controlada em direção às quatro arestas da placa. É possível controlar o comprimento da linha principal e das secundárias de acordo com as dimensões da peça a ser construída pela infusão a vácuo.
Figura 3. Linha principal com branches distribuídosFigura 4. Peripheral injection
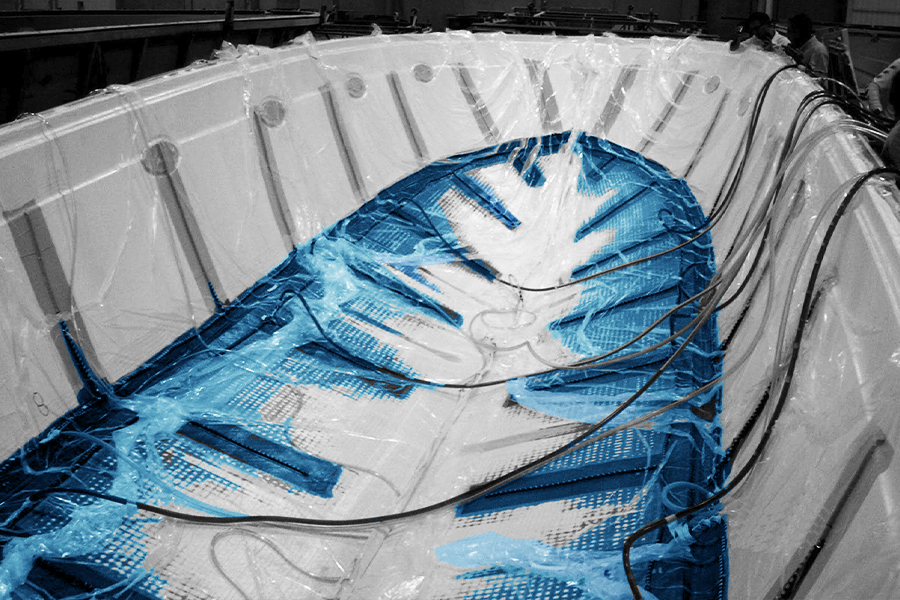
A Figura 4 apresenta uma estratégia diferente, onde todas as arestas são munidas de linhas de entrada de resina e o centro do painel possui uma saída de vácuo. Dessa forma, a frente de resina se comporta de maneira bem homogênea durante toda a infusão e molha rapidamente toda a peça. Ao utilizar essa abordagem, é importante que o construtor mantenha as linhas de resina independentes em cada aresta para que o fornecimento de resina seja igual de todos os lados.
Analisando todas as estratégias, apresentadas nesse post e no da semana anterior, é possível perceber que além de todas as variáveis apresentadas no post sobre teste de permeabilidade, o tempo de infusão ainda pode variar em função da estratégia utilizada. Dominando esses conceitos, o construtor pode tornar seu processo ainda mais eficiente.
Mais informações sobre esse tema e sobre como aplicar esse conceito na construção de embarcações estão presentes no livro Processo de Infusão a Vácuo.
O processo de infusão a vácuo consegue entregar o laminado com teor de fibra de cerca de 60% e uma quantidade de microbolhas reduzidas em comparação com os processos manuais e de laminação por vacuum bag. No entanto, é necessário ter um conhecimento prévio para conseguir planejar o processo de maneira adequada.
A maior preocupação do construtor durante o processo de infusão a vácuo é fazer com que a resina permeie todos os reforços de fibra antes de atingir o ponto de gel. Para isso ele deve planejar cuidadosamente o posicionamento das linhas de entrada de resina e de saída de vácuo, definindo a chamada estratégia de infusão.
Para evitar desperdícios e a perda de pressão durante o processo, é sempre interessante que todas as frentes de resina atinjam as linhas de vácuo simultaneamente logo antes do ponto de gel. Existem uma infinidade de maneiras de realizar a infusão de uma embarcação, mas basicamente todas as estratégias de infusão, seja qual for o nível de complexidade, podem ser discretizadas e simplificadas pelos métodos mostrados nos próximos posts do blog, desenvolvidos a partir de flow models realizados em placas de largura L e comprimento 2L.
A primeira estratégia é chamada de point injection, onde a entrada de resina é um ponto na aresta inferior esquerda da Figura 1 e a linha de vácuo é posicionada em toda a aresta na direita. É possível notar que a frente de resina avança de forma radial a partir do ponto de injeção. Porém, a partir de certo ponto, a frente de resina tende a avançar de forma linear conforme o avanço da impregnação.
Figura 1. Point injection
A Figura 2 apresenta a estratégia de edge injection, que não trabalha com um ponto de entrada de resina e sim com uma linha de resina, que na ilustração está posicionada na aresta inferior da placa, enquanto a linha de vácuo está posicionada na aresta oposta.
A resina avança de forma bastante linear e constante. Nesse caso, o construtor deve se atentar para a distância que a resina deve percorrer e se, segundo os resultados do teste de permeabilidade, ela consegue alcançar a linha de vácuo antes de seu gel time.
Se a distância for muito grande e a permeabilidade muito baixa, é possível posicionar a linha de resina no centro do painel e criar linhas de vácuo em todas as arestas da placa, como indicado na Figura 3, fazendo com que o caminho que a resina tenha a percorrer seja muito menor.
Figura 3. Edge injection com linha de resina central
Com essa estratégia a frente de resina avança de forma rápida do centro em direção às arestas da placa, atingindo primeiro o centro das arestas. Ao utilizar essa abordagem, o construtor deve utilizar linhas de vácuo independentes de forma que não sature toda a linha quando a resina alcance uma das arestas. Isso faria com que toda a laminação perdesse vácuo e comprometeria a compactação do laminado, facilitando a criação de microbolhas e diminuindo o teor de fibra.
Apesar de minimizar o problema do tempo de impregnação, a frente de resina ainda encontra as arestas das placas de maneira muito desigual, longe do ideal mencionado de que todas as frentes cheguem ao mesmo tempo na linha de vácuo momentos antes do fim do gel time. O post da próxima semana abordará estratégias que buscam tornar constante o fluxo de resina em todas as suas frentes.
O post da última semana mostrou as razões pelas quais os tecidos prepreg são capazes de produzir laminados com alto teor de fibra com seus processos de cura que necessitam de condições controladas de pressão e temperatura. Suas excelentes propriedades mecânicas, alto teor de fibra e baixa quantidade de vazios (microbolhas) fazem com que sejam uma excelente opção para construção das faces de estruturas sandwich de alta performance.
Estruturas sandwich são construções bastantes discutidas aqui no blog e são compostas de duas faces de laminados de alta rigidez e resistência espaçadas por um material de núcleo de baixa densidade com alta resistência ao cisalhamento e à compressão. O que garante a eficiência global da estrutura é a junta adesiva, responsável por transferir os esforços das faces para o material de núcleo e vice-versa. O conceito de sandwich busca aumentar exponencialmente a rigidez à flexão sem agregar peso à estrutura, como é possível entender por meio do vídeo sobre Materiais Sandwich publicado no canal da Barracuda Composites.
Na construção de embarcações, as espumas PVC são amplamente utilizadas como materiais de núcleo por conta de suas excelentes propriedades específicas e superfícies com células fechadas que absorvem pouca resina e não degradam com a presença de água e umidade. No entanto, a maior parte das espumas de PVC que são largamente utilizadas em barcos de recreio suportam temperaturas de processamento até 90°C e se for necessário mais do que isso para realizar a cura das faces de prepreg, é provável que aconteçam deformações permanentes e perda de propriedades mecânicas no laminado.
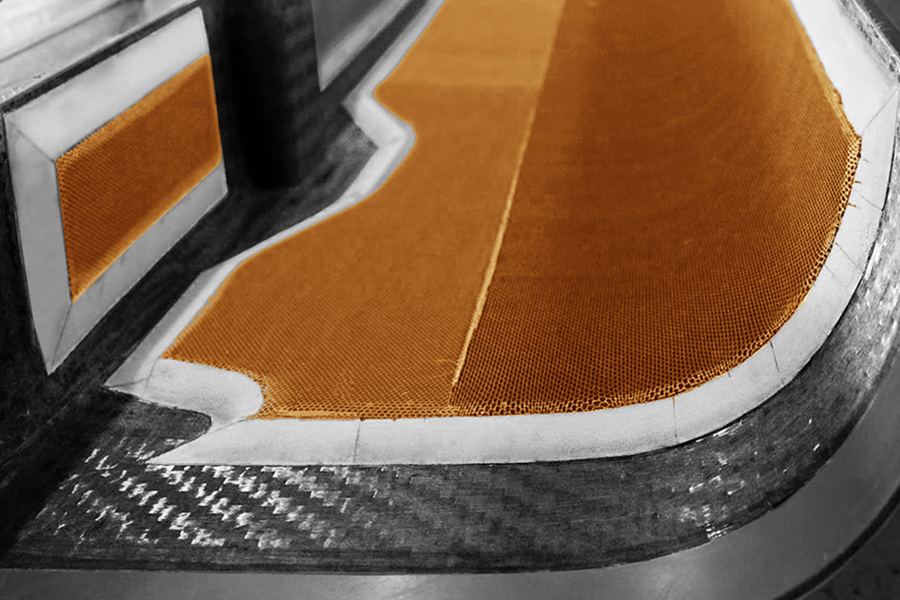
Para construção sandwich com faces de prepreg existem espumas PVC desenvolvidas para suportar temperaturas de processamento de até 120°C no entanto, a opção mais comum é utilizar núcleos honeycomb de aramida (Nomex) que suportam altas temperaturas e possuem as maiores razões entre resistência ao cisalhamento, compressão e baixa densidade (48-64-96 kg/m³) fazendo com que seja possível alcançar maiores índices de eficiência estrutural.
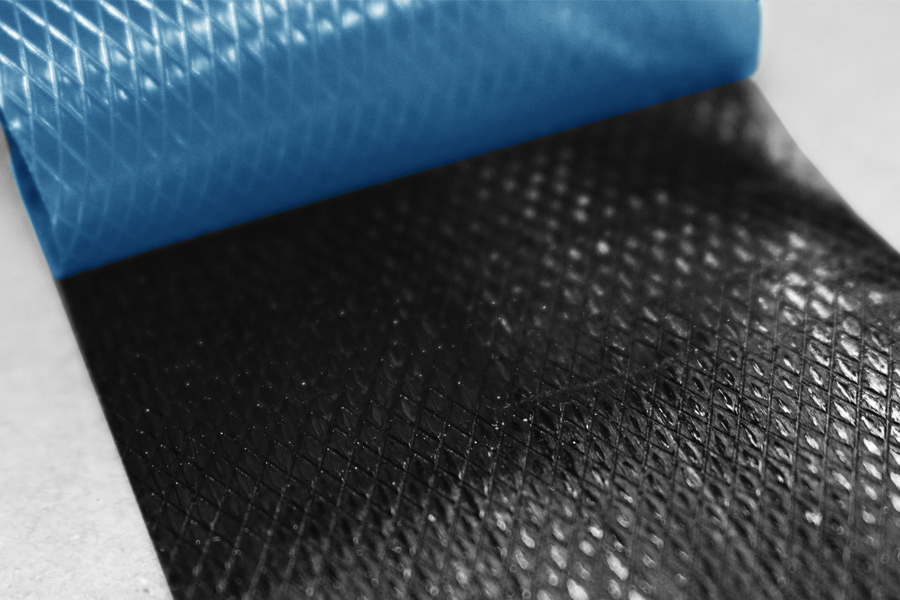
Como a superfície de colagem do honeycomb contra as faces é bem pequena, é necessário utilizar uma junta adesiva com bastante resiliência e poder de adesão. O papel da junta adesiva para este tipo de laminado sandwich é realizado por filmes adesivos com maior capacidade de alongamento e menor viscosidade que as resinas utilizadas no prepreg, mas que possuem o mesmo regime de cura.
Os filmes adesivos a base de adesivo epoxy normalmente são impregnados à uma fina camada de fibra de vidro de 20 g/m² e possuem gramaturas que variam entre 250 e 400 g/m². As menores gramaturas normalmente são utilizadas para colagem de honeycombs, enquanto as maiores são dedicadas à colagem de espumas PVC.
A construção das estruturas sandwich com faces de prepreg pode apresentar uma abordagem direta, realizando a cura de todos elementos de uma só vez, ou dividindo o processo em duas ou três etapas. A abordagem direta garante um certo nível de produtividade ao diminuir o tempo empregado na fabricação, mas ela não costuma ser utilizada na construção de estruturas com geometrias complexas.
O processo em duas etapas consiste no posicionamento da primeira face de prepreg, do filme adesivo e do material de núcleo. Esses elementos são submetidos às condições de pressão e temperatura necessárias para cura antes de outra camada de adesivo e a outra face serem posicionadas e curadas. As rampas de cura são as mesmas comentadas no artigo anterior do blog e podem variar entre 80 e 120°C. Quanto maior a temperatura de cura, menor o tempo para o laminado atingir as propriedades ideais para ser manuseado.
Na operação em três partes, o laminado de prepreg é aplicado sobre o molde e curado. O material de núcleo é então colocado sobre o prepreg curado e o filme adesivo é curado. Finalmente, a segunda camada é colocada sobre o material sandwich e curada em uma terceira operação. Se necessário, todo o laminado depois pode ser pós-curado e, para isso, deve sofrer um aumento de temperatura constante e estar sobre uma pressão de vácuo de 1 atm.
A compactação é outro processo importante na construção de laminados sólidos ou sandwich em prepreg que possuem múltiplas camadas de reforços. Esse processo nada mais é que a aplicação de pressão de vácuo para consolidar as camadas em seus lugares e remover o ar entre as interfaces antes do processo de cura. Em estruturas críticas, é necessário realizar compactação pelo menos a cada três camadas de 300 g/m² durante quatro horas a uma pressão de vácuo de 0,9 atm. Mesmo não sendo necessário o uso de temperatura, a remoção de ar entre as camadas pode ser facilitada se o molde for aquecido a uma temperatura de 40°C. É importante notar que a estrutura dos laminados de prepreg é extremamente compacta com alto teor de fibras então a passagem de ar entre elas é sempre difícil e por isto é necessário remover todo possível espaço entre os filamentos das fibras antes de se iniciar a cura final.
O custo dos prepregs e de toda a estrutura necessária para sua armazenagem e cura, faz com que sua aplicação esteja restrita para projetos que priorizam o alto desempenho em relação ao custo. Embarcações como os veleiros desenvolvidos para a regata The Ocean Race se beneficiam muito da eficiência alcançada por sandwich de prepregs com núcleos de honeycomb, além do nível de controle do processo que esse tipo de abordagem de fabricação permite.
Tecidos pré-impregnados construídos a partir de fibras secas e impregnadas com resinas de cura a quente são chamados de prepreg. Seu alto custo se deve às matérias-primas que incluem normalmente fibras de carbono e resinas epoxy, além da infraestrutura necessária para armazenamento dos tecidos em temperaturas de -18°C e para realizar a cura em temperaturas que podem chegar a 150°C.
Os prepregs são fabricados com o auxílio de um impregnador que deposita e pressiona a resina sobre as fibras em condições controladas que permitem inserir a quantidade de resina suficiente para garantir a proteção e transferência de esforços eficiente para as fibras, sem quantidades excessivas que iriam enfraquecer o laminado e favorecer o aparecimento de vazios (micro bolhas).
Diferente de outros tipos de processos de laminação, é comum que os prepregs sejam caracterizados pelo teor de resina que o material possui e não pelo teor de fibras. É comum que esse valor fique em torno de 35%, o que significa que o teor de fibra em peso é equivalente a 65%, superior a qualquer outro processo de laminação já descrito no blog. Como visto no post de micromecânica, quanto maior o teor de fibras e menor o de resina, melhores serão as propriedades mecânicas do laminado.
É muito como que os prepregs sejam feitos de fibras de carbono impregnadas com resinas epoxy combinadas com endurecedores de aminas aromáticas, capazes de formar estágios de cura parcial.
Assim que foram realizadas as primeiras aplicações de prepreg na indústria aeronáutica, as resinas utilizadas curavam em temperaturas de processamento que variavam entre 120 e 150°C, com pressões de 3 atm. Atualmente existem opções relativamente mais eficientes no mercado onde os prepregs podem ser processadas em temperaturas entre 65°C e 80°C e com pressões de 1 atm, o que facilita o uso de prepregs em embarcações de alto desempenho.
Uma grande vantagem do processo também é a facilidade de manipular o material durante a laminação. Depois de retirar os produtos do armazenamento, é relativamente fácil posicioná-los nos moldes, onde eles permanecem na posição desejada por apresentarem uma certa adesividade em suas superfícies.
Existem dois tipos de prepreg que merecem ser mencionados, começando com aqueles que são projetados para possuir a quantidade exata de resina necessária para o laminado final e os que precisam passar por um processo chamado de sangramento, onde uma quantidade de resina é retirada do laminado por meio da aplicação de vácuo durante o processo de cura. Em laminados de baixa espessura, essa quantidade de resina não passa de 3%.
A escolha entre um tipo e outro possui influência nos consumíveis utilizados durante o processo de consolidação e cura do prepreg. Acima das camadas estruturais é posicionada uma camada de tecido desmoldante, conhecido como peel ply, e um filme perfurado em sequência, antes de uma camada de filme absorvente e da bolsa de vácuo.
A área aberta do filme perfurado é o que determinará a quantidade de resina que será retirada do laminado. Se não é necessário realizar o processo de sangramento, deve-se utilizar um filme com baixa perfuração com 0,1% de área aberta. Em laminados finos de 1 a 2 mm onde se deseja retirar até 2% da resina do laminado, é indicado que o filme perfurado tenha até 0,5% da área aberta.
Os prepregs que passam pelo processo de sangramento apresentam a vantagem de possibilitar a remoção de parte do ar aprisionado dentro laminado durante a etapa de retirada do excesso de resina. Um laminado com menos ar aprisionado apresenta menor teor de vazios e, portanto, maior qualidade.
Assim como os materiais consumíveis, o molde utilizado para construção de estruturas em prepreg deve suportar o ciclo de temperatura ao qual o material será submetido durante a cura. Idealmente, deve ter o mesmo coeficiente de dilatação do laminado e para isso, deve ser feito a partir do mesmo material da peça que se pretende construir nele. A taxa de aquecimento para maior parte dos sistemas deve ser de 1°C/min, fazendo com que as características de escoamento da resina sejam otimizadas.
Para realizar a cura da resina em condições de pressão e temperatura controladas, é necessário utilizar estufas e bombas de vácuo ou autoclaves, no caso de pressões acima de 1 atm. Como no processo de pós-cura, é necessário que o aquecimento da peça seja de forma gradual a homogênea.
O post da próxima semana abordará os procedimentos para construção de estruturas sandwich com prepregs. Para saber mais sobre esse tema, é possível encontrar mais informações no livro Processo de Infusão a Vácuo em Composites.
Frequentemente comentamos sobre as excelentes propriedades mecânicas e a eficiência dos materiais compostos nos posts do blog, assim como o quanto é importante sempre tentar fabricar um laminado com o mais alto teor de fibras possível com o a menor quantidade de vazios.
No entanto, estimar as propriedades mecânicas de laminados na prática não é um processo assim tão fácil. Existem uma infinidade de variáveis a serem consideradas, começando pelo tipo dos materiais, pelo processo de laminação, pressão de moldagem, temperatura e condições ambientais de cura, umidade, além do processo de pós-cura. Processos mais convencionais, que ainda são utilizados pela indústria, como o spray-up e a laminação manual dependem fortemente até mesmo da habilidade do laminador.
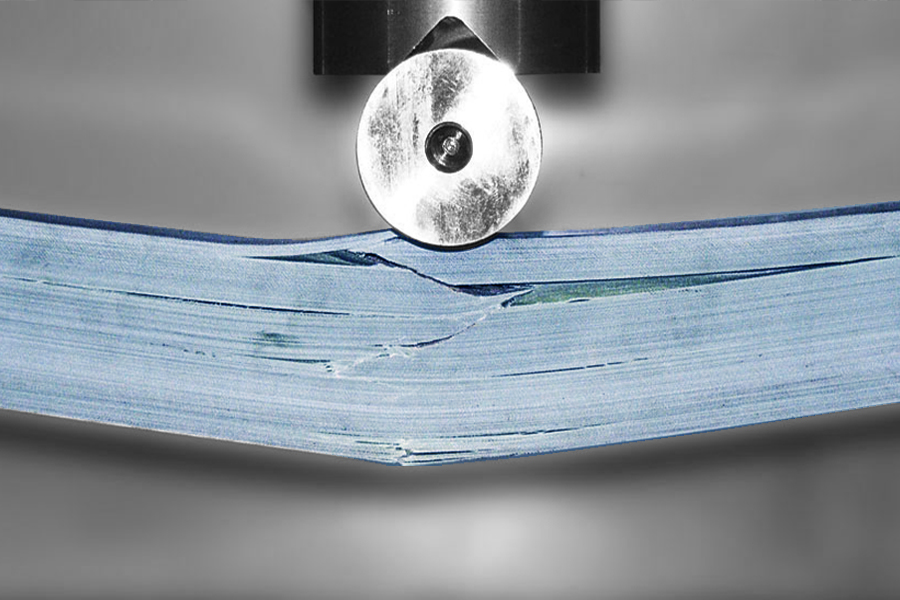
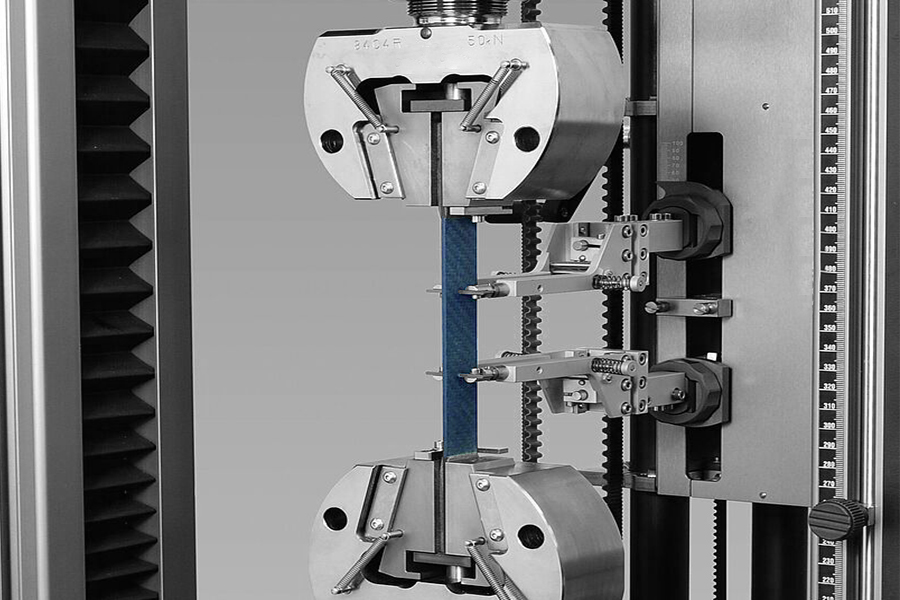
Não é nenhum preciosismo afirmar que só é possível ter certeza das propriedades mecânicas de um laminado depois de que ele for construído e testado em ensaios de tração, compressão, flexão e cisalhamento. No entanto, esse é um trabalho caro e muito longe da realidade dos construtores amadores de embarcações.
Isso não significa que esses construtores devam projetar e construir às cegas ou que devam apenas acreditar em experiências anteriores. A micromecânica se apresenta como uma ferramenta de projeto capaz de estimar as propriedades de uma lâmina de material composto com base nas propriedades dos elementos que a constituem, ou seja, a fibra e a resina.
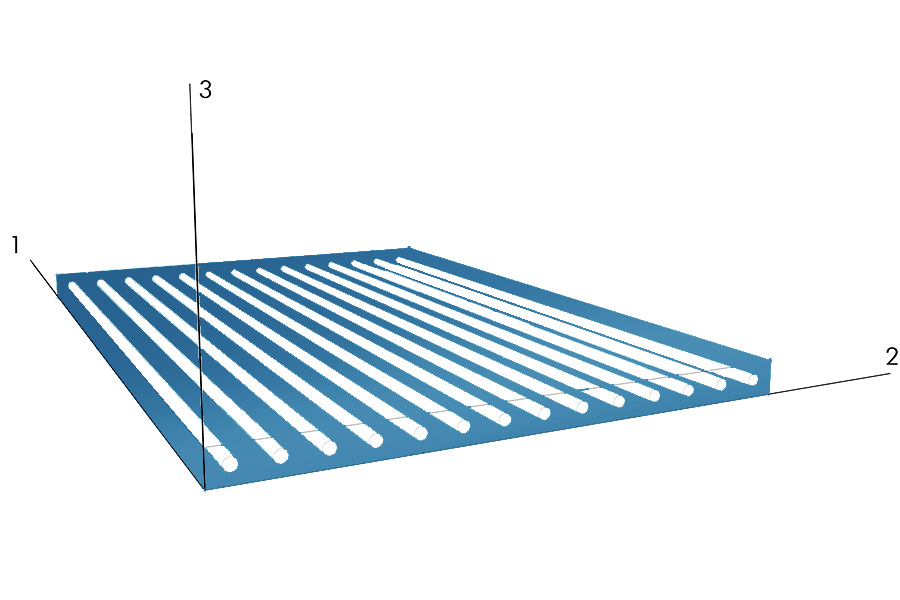
Figura 1. Lâmina de composite
Uma lâmina de material composto é formada por uma matriz polimérica homogênea com adesão perfeita a um conjunto de fibras de reforço perfeitamente alinhadas, espaçadas e contínuas por todo o comprimento do painel. Um conjunto de lâminas como o da Figura 1 forma um laminado e um conjunto de laminados forma uma estrutura, que pode ser o casco de uma embarcação, uma pá de geração de energia eólica ou a fuselagem de uma aeronave, por exemplo.
As características físicas e mecânicas das fibras e resinas estão amplamente disponíveis para os construtores e projetistas em uma ficha disponibilizada pelos fabricantes com as especificações dos materiais, normalmente conhecida como datasheet. A micromecânica permite a utilização dessas informações como forma de prever o comportamento mecânico do material composto construído com esses elementos, o que é uma grande economia de tempo e dinheiro em comparação com a realização de ensaios mecânicos.
É importante ressaltar que os resultados obtidos através dessa ferramenta são apenas estimativas, uma vez que as hipóteses de matriz homogênea e sem vazios, além de adesão perfeita entre fibras e resina, não são possíveis em condições reais. No entanto, as estimativas produzidas são bastante interessantes, além de trabalhar com um conjunto muito simples de equações.
A primeira é a Equação 1 apresentada abaixo, que permite estimar propriedades físicas como a densidade, assim como propriedades mecânicas na direção longitudinal da Figura 1, como a resistência à tração σ e o módulo de elasticidade longitudinal E1:
Equação 1. Propriedades longitudinais dos composites
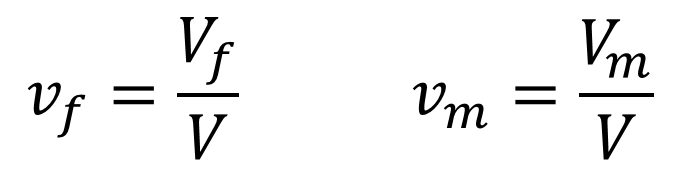
A ideia da expressão é que uma propriedade do laminado pode ser estimada a partir da média ponderada das propriedades da fibra Pf e da matriz Pm. O elemento ponderador é a fração volumétrica de fibra vf e de resina vm. A fração volumétrica de um elemento é o volume que ele ocupa no laminado dividido pelo volume total do laminado, ou seja:
Equação 2. Cálculo da fração volumétrica
A fração volumétrica, então, é uma propriedade adimensional obtida a partir da razão entre dois volumes. Na prática não é fácil medir volumes com precisão, principalmente quando se fala das fibras. O post Fração em Peso e Fração em Volume aprofunda essa discussão e mostra como converter a fração mássica, facilmente obtida na realidade de um estaleiro, em fração volumétrica.
As propriedades mecânicas das fibras são sempre superiores em relação às das resinas e é por essa razão que sempre se busca altos teores de fibra. A quantidade de resina ideal é apenas aquela suficiente para impregnar completamente os filamentos de fibra, fornecendo proteção e sendo capaz de transferir os esforços mecânicos.
Outra característica bastante citada no blog é o fato de que os materiais compostos apresentam resistências mecânicas diferentes em diferentes direções. Por definição, eles são ortotrópicos, o que significa que apresentam propriedades desiguais nas direções longitudinal e transversal. Olhando para Figura 1, é fácil entender o porquê.
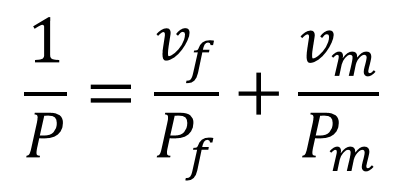
Se uma força axial é aplicada na direção 1, as fibras conseguem realizar uma excelente contribuição na resistência e rigidez do laminado. Quando a força axial é aplicada na direção 2, as fibras já não estão com a carga aplicada em sua direção preferencial e a Equação 1 não pode ser aplicada. É possível estimar as propriedades mecânicas na direção 2 com a seguinte expressão:
Equação 3. Propriedades transversais dos composites
As duas propriedades mais importantes que podem ser estimadas a partir da Equação 3 são o módulo de elasticidade transversal E2 e o módulo de cisalhamento G12.
A micromecânica é uma ferramenta simples, de fácil aplicação e baixo custo a disposição dos projetistas e construtores de materiais compostos. Além de fornecer estimativas das propriedades físicas e mecânicas aceitáveis para os laminados antes mesmo que eles sejam construídos, ela é capaz de ilustrar algumas variáveis importantes no projeto de estruturas e na escolha do processo produtivo.
Para determinar com melhor precisão as características dos laminados, é necessário construir e ensaiar amostras dos materiais para verificar como eles se comportam em condições reais. No livro Processo de Infusão a Vácuo em Composites é possível ler mais sobre micromecânica e encontrar dados de propriedades mecânicas de laminados reais que foram ensaiados e podem ser utilizados para construção de sua embarcação.