É cada vez mais evidente a necessidade de se alcançar um equilíbrio entre a preservação ambiental e a economia, de forma a satisfazer as necessidades do momento atual sem comprometer os recursos das gerações futuras. Essa tendência é presente também na indústria náutica, que cada vez mais deseja compreender o ciclo de vida de materiais compostos.
As fibras sintéticas tradicionalmente utilizadas na manufatura de materiais compósitos possuem eficiência estrutural ímpar, mas possuem alto custo energético em sua fabricação e, devido à sua natureza inorgânica, não é possível realizar a reciclagem das fibras.
O aprimoramento do uso de fibras naturais como reforços é um passo importante em direção à sustentabilidade ambiental por seu caráter reciclável, biodegradável e também pela possibilidade de reduzir resíduos e custos de produção, o que também pode aumentar a margem de lucro e apoiar a sustentabilidade industrial.
Há uma grande variedade de fibras naturais que podem ser cultivadas em diversos locais e condições. Suas propriedades mecânicas dependem de uma gama diversa de fatores, como sua composição química e física, a maturidade da planta da qual é extraída e o próprio processo de reparação, por exemplo.
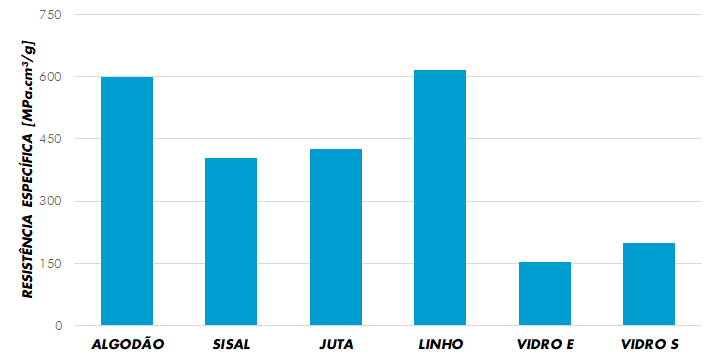
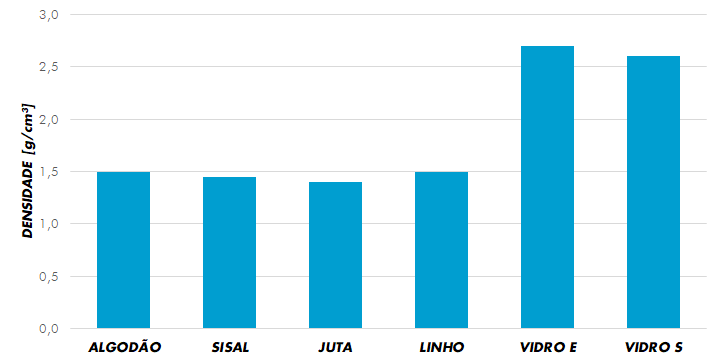
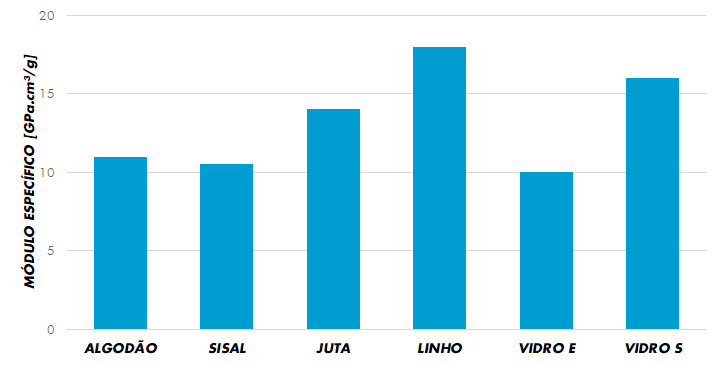
Em números absolutos, as propriedades mecânicas das fibras naturais podem ser inferiores às das fibras sintéticas normalmente utilizadas. Suas densidades, no entanto, são comparáveis às fibras mais leves como a de aramida, ou seja, as propriedades específicas das fibras naturais são competitivas, se equiparando às das, amplamente utilizadas, fibras de vidro.
As propriedades específicas aliadas ao baixo custo, abundância de disponibilidade, renovabilidade e biodegradabilidade justificam o uso de fibras naturais em materiais compostos.
No entanto, o uso de fibras naturais apresenta um conjunto específicos de desafios. Em primeiro lugar, suas propriedades variam de forma drástica e dependem de fatores difíceis de serem controlados, como a composição do solo, clima da região de cultivo e defeitos microscópicos da fibra causados tanto por seu crescimento natural quanto pelo processamento do material.
Essa variação pode chegar a extremos de 500% no caso da resistência do algodão, por exemplo. Isso é um problema sério para o dimensionamento de um projeto e pode fornecer uma peça superdimensionada ou até mesmo não segura. Em geral, fibras naturais apresentam uma alta absorção de umidade, além de uma baixa resistência ao impacto e se decompõem a uma temperatura de 240°C.
Esses desafios não impedem o uso das fibras naturais, é necessário apenas encontrar soluções para elas. Por exemplo, existem tratamentos químicos para controlar a absorção de água pelas fibras e a adição de elastômeros ao composto é capaz de melhorar a resistência ao impacto. Há diversos pesquisadores e segmentos da indústria dedicados a contornar esses fatores e tornar as fibras naturais cada vez mais presentes no cotidiano dos materiais compostos.