As espumas PVC são as opções com maior eficiência estrutural e melhor custo benefício disponíveis para construção náutica, mas existem ainda outras opções que os construtores podem encontrar durante o processo de seleção de materiais, incluindo as espumas PET e poliéster.
As espumas PET são feitas a partir do mesmo termoplástico reciclável utilizado para manufatura de garrafas e alguns fabricantes utilizam recicláveis para fabricação desse produto como forma de buscar uma economia circular, diminuindo o impacto ambiental da atividade. No entanto, a partir do momento que a espuma se mistura com resinas termofixas, ela perde todas as suas propriedades recicláveis já que está associada com um material que não pode ser reaproveitado após o processo de cura.
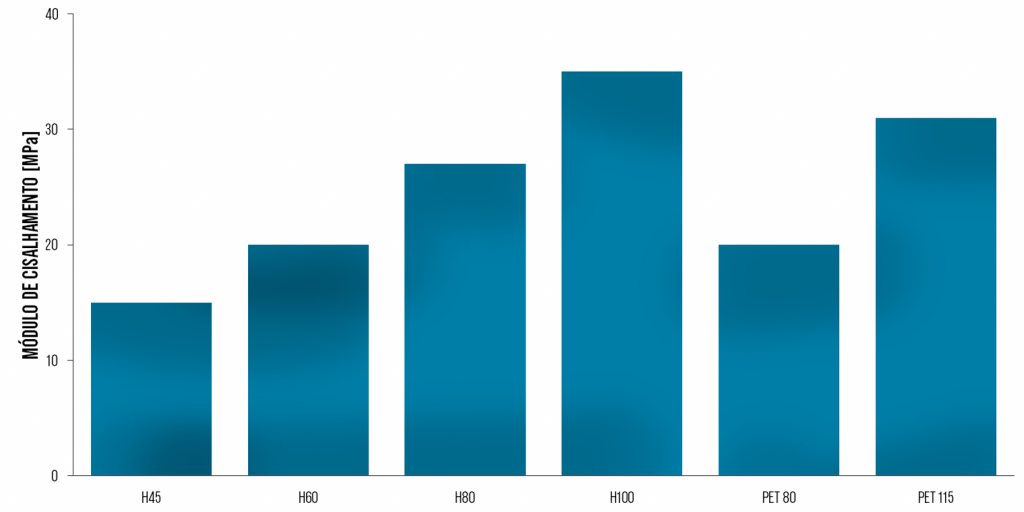
Em relação às propriedades mecânicas, elas deixam um pouco a desejar em relação às espumas PVC. As espumas PET com densidade de 80 kg/m³ possuem propriedades equivalentes às das espumas de PVC de 55 kg/m³ enquanto as de de PET de 115 kg/m³ podem ser equiparadas com as de 75 kg/m³. Isto gera uma diferenca de peso em mais do que 50%.
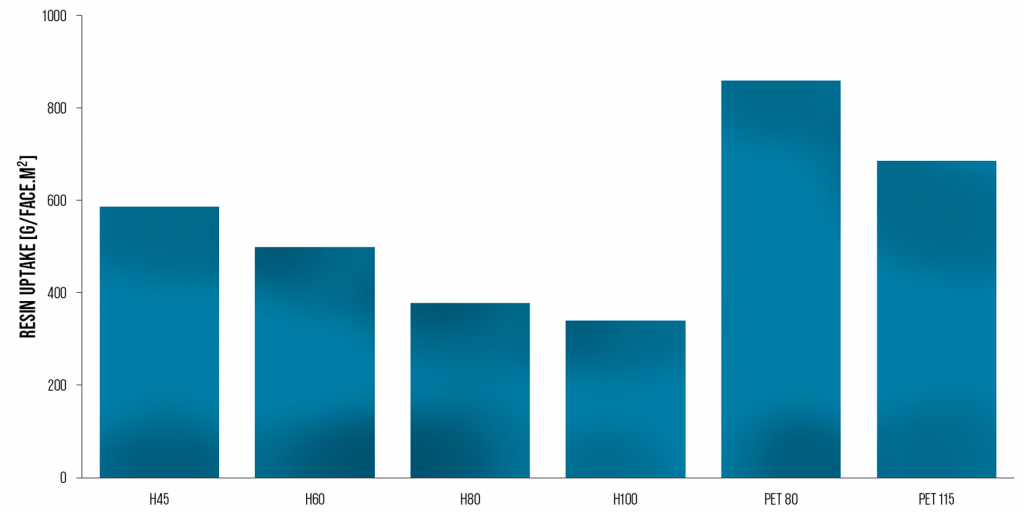
No entanto, o maior desafio mora no resin uptake, ou na quantidade de resina que a espuma absorve durante a sua laminação. Enquanto as espumas PVC possuem células fechadas, as espumas PET possuem células abertas por onde a resina facilmente permeia, tornando as suas propriedades específicas mais baixas e, consequentemente, prejudicando a eficiência estrutural.
Esses fatos não tornam o uso de espumas PET na construção náutica inviável, mas o construtor deve estar ciente de que do aumento de peso considerável na construção do casco e do convés se optar por esse tipo de material de núcleo. Esse peso adicional acompanha a embarcação por todo o seu ciclo de vida, aumentando o consumo de combustível necessário para navegação e/ou restringindo a velocidade de serviço.
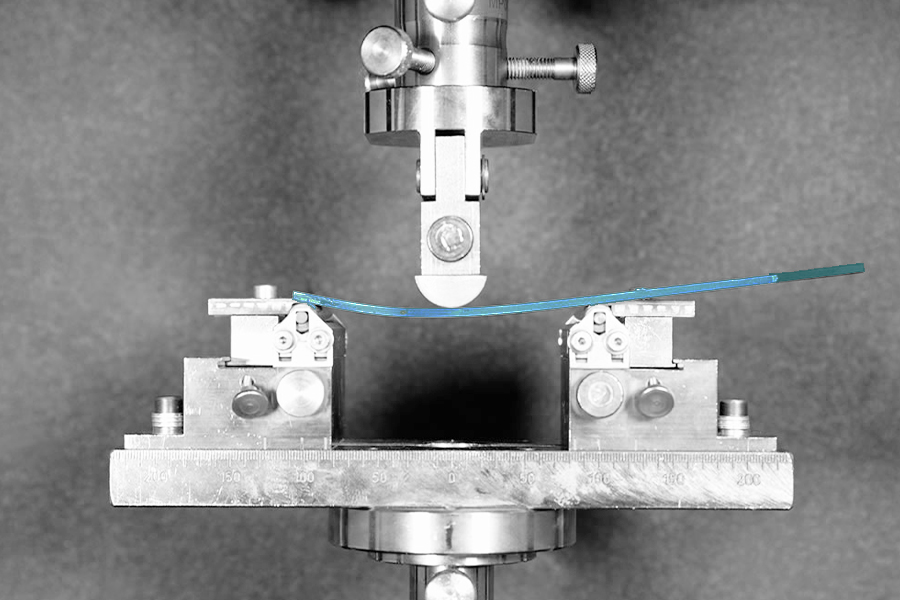
O construtor deve se atentar principalmente às propriedades relacionadas ao cisalhamento, em especial a deformação. Enquanto espumas de PVC possuírem resistência cerca de 5 vezes maior do que às PET, elas ainda apresentam uma deformação de até 40% enquanto as espumas PET apresenta apenas um terço disso. Outra observação importante é que, quanto maior a densidade, maior é a capacidade de deformação das espumas PVC, enquanto acontece o contrário com as espumas de PET.
Outra opção de material de núcleo são as espumas poliéster, conhecidas por sua alcunha comercial Renicell. Muito utilizadas em conjunto com as espumas de PVC, as espumas de são produzidas por meio de um processo de extrusão contínua de termoplásticos de policarbonato de alta densidade. Apesar de seu custo mais baixo, suas propriedades mecânicas tornam seu uso para fins estruturais inviável em densidades mais baixas.
A maior parte das aplicações se dá em densidades acima de 160 kg/m³, especialmente com espumas de 240 e 320 kg/m³. As regiões de aplicação são locais que devem suportar cargas de compressão muito altas ou que operam em uma faixa de temperaturas muito altas.
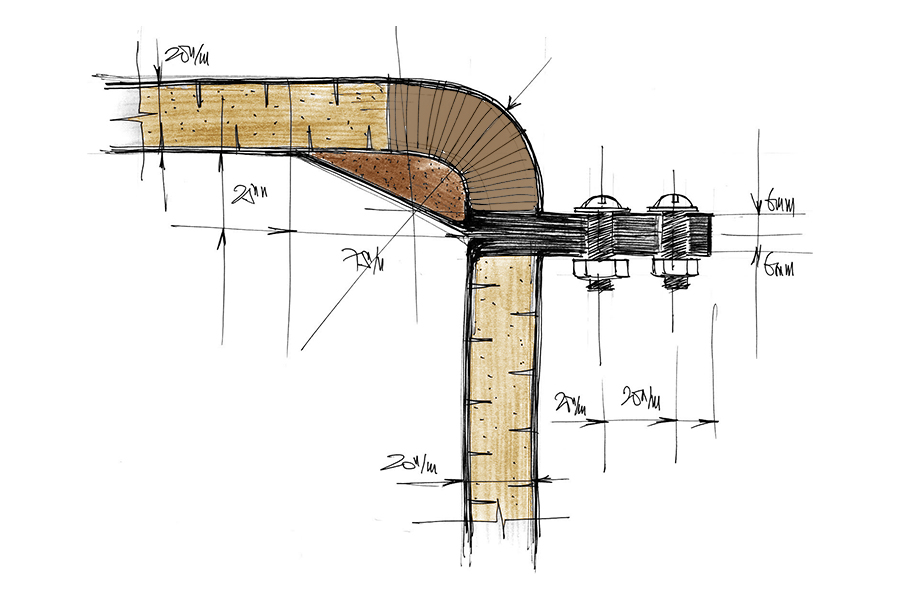
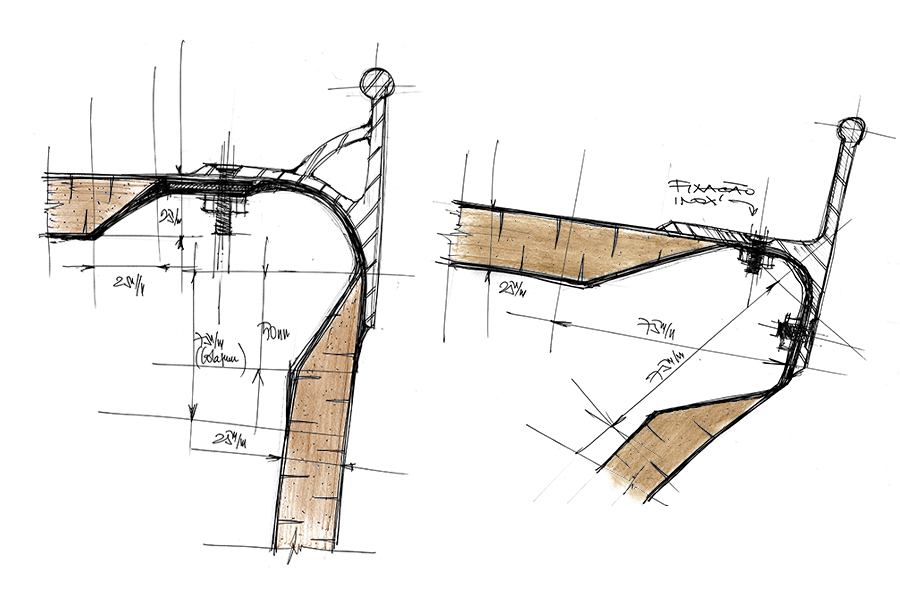
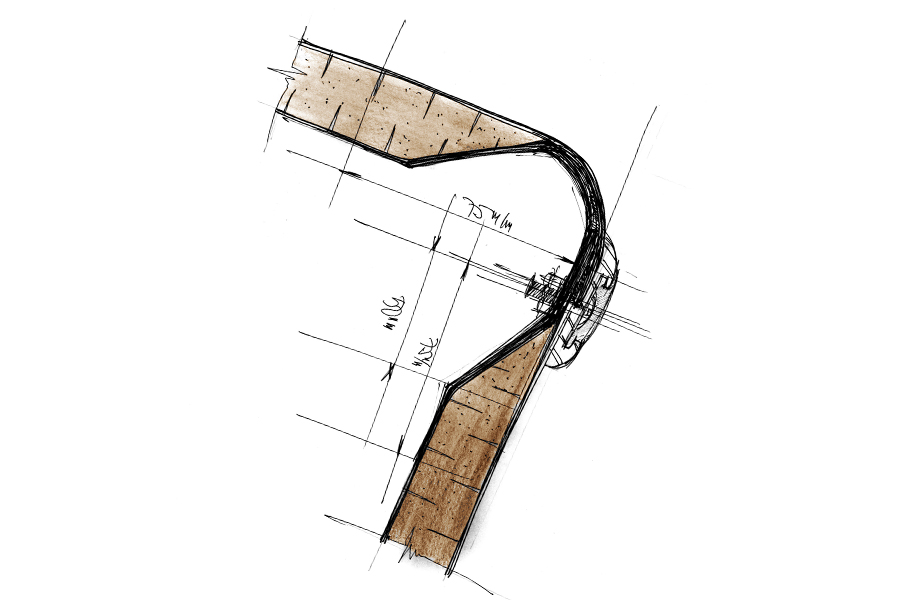
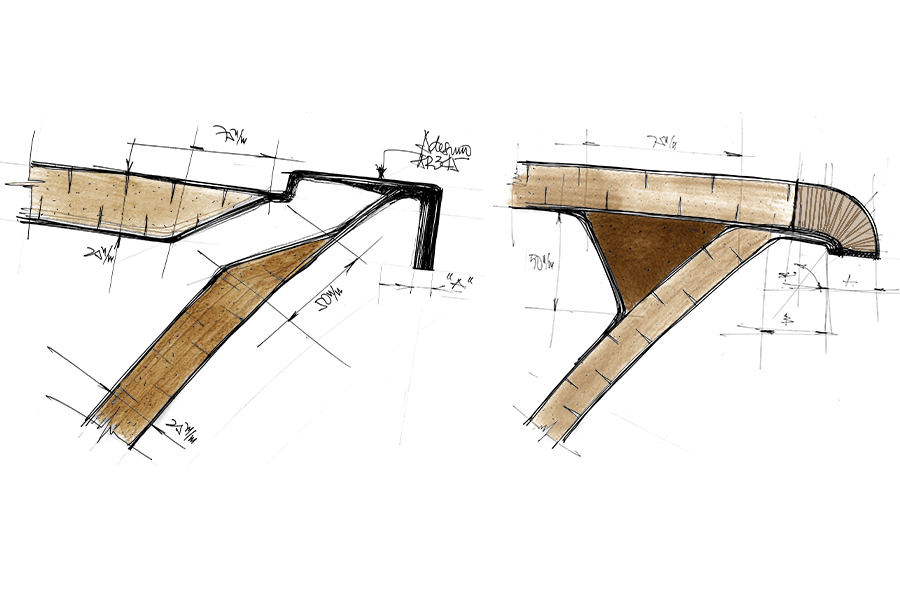
Espelhos de popa normalmente são construídos com esse tipo de espuma, que é capaz de produzir uma estrutura muito mais leve do que a madeira que também pode ser utilizada. Regiões que recebem ferragens também se beneficiam do uso de espumas de poliéster de alta densidade, já que o PVC não consegue alcançar a resistência à compressão necessária para ancorar esses elementos.
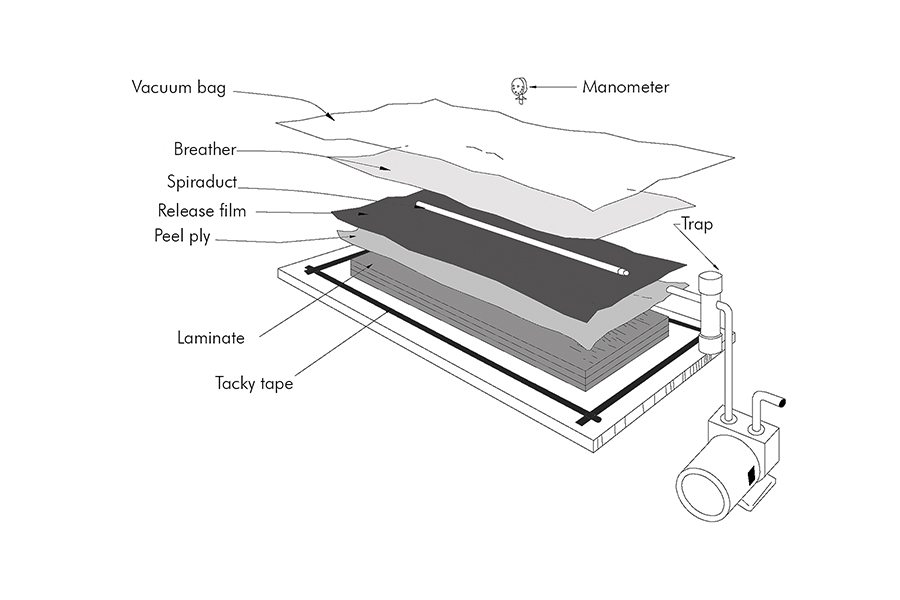
O livro Processo de Infusão a Vácuo em Composites traz muitas informações sobre esses e diversos outros materiais de núcleo, incluindo espumas de PU e honeycombs.