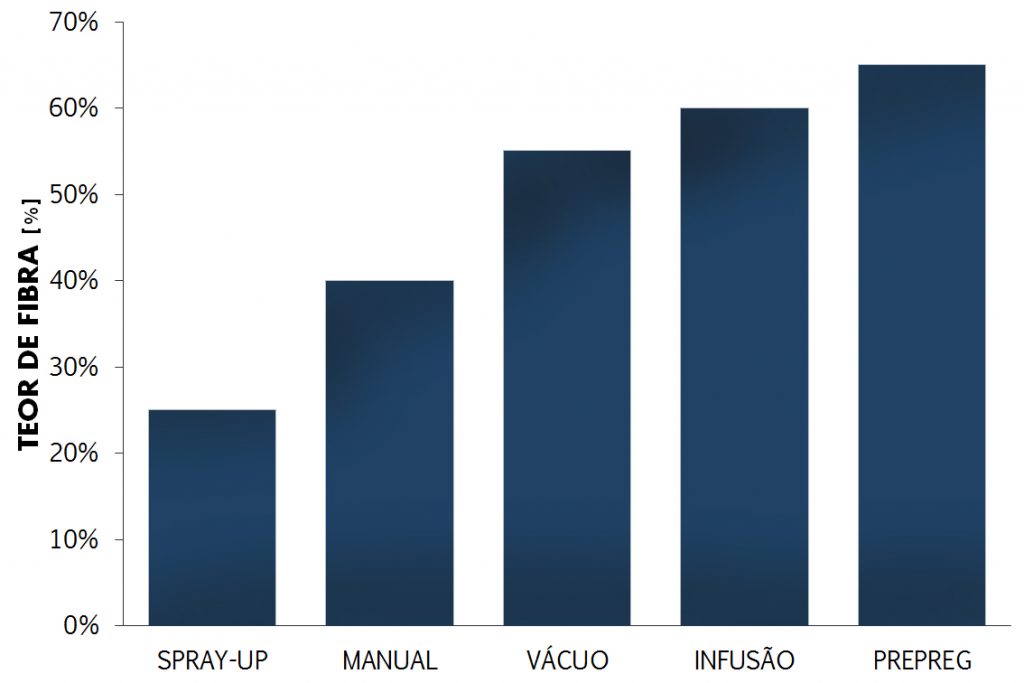
O processo de acabamento externo é necessário independentemente do tipo de produção que está sendo feita, seja um processo fabricação de embarcações em séries ou one-off. Na produção seriada, o acabamento é realizado já durante a manufatura do barco que sai do molde com a superfície externa com gelcoat e com a qualidade proporcional à da superfície do molde.
Embarcações one-off podem ter o mesmo grau de qualidade no acabamento ou até superiores. No entanto, essa tarefa exige bastante trabalho e tempo para produzir peças de qualidade. E é importante notar que além do aspecto cosmético, o trabalho de massa e lixa é fundamental para a suavidade das linhas do casco e apêndices que estão submersos, garantindo a performance da embarcação.

As massas de acabamento utilizadas são fabricadas a partir de uma resina de base e um espessante, também chamado de filler. É possível adquirir massas de acabamento prontas no mercado, mas a maior parte dos construtores prefere fabricar seu próprio material com uma receita própria que envolve vários espessantes e cargas, o que permite maior controle de propriedades como a viscosidade e consistência.
Para uso náutico, as resinas epoxy e poliéster são duas opções para a base da massa. As epoxy, como já visto em várias ocasiões aqui no blog, são mais resistentes à absorção de água, apresentam menor contração, maior elasticidade e maior poder de adesão à superfície do casco, mas seu custo é mais alto do que as resinas poliéster.
Quando se utiliza resinas epoxy, por meio da seleção do endurecedor é possível obter tempos de cura entre 15 minutos e 6 horas. No casco das resinas poliéster não é possível alcançar toda essa flexibilidade, mas com catalisação com 1% de MEKP o geltime varia entre 20 e 30 minutos e ainda há a possibilidade do uso de um retardante para estender esse período. A maior parte dos trabalhos de acabamento pode ser realizada com resinas de geltime entre 30 e 45 minutos.
Seja qual for a resina utilizada, o papel desse material é fornecer resistência química e mecânica à massa, enquanto o espessante é responsável por garantir o grau de dureza, facilidade de lixar a superfície e o peso do produto final.

As microesferas ocas são boas opções de espessantes com baixas densidades que fornecem à massa facilidade no lixamento e, se colocada em quantidade suficiente fornece consistência suficiente para aplicação da massa em superfícies horizontais e verticais. Existem três tipos de microesferas, sendo elas a fenólica, as plásticas e as mais comuns, as microesferas de vidro tipo C, que tem partículas que variam entre 40 e 80 µ e uma densidade de 230 g/l.
Outro tipo muito comum de espessante é a sílica coloidal, conhecida como Cab-O-Sil. Ele é capaz de melhorar a tixotropia da resina e é excelente para fabricação de massas que precisam de resistência estrutural, como as utilizadas em colagens. Entretanto, a adição de sílica às microesferas aumenta consideravelmente a dificuldade de lixamento.
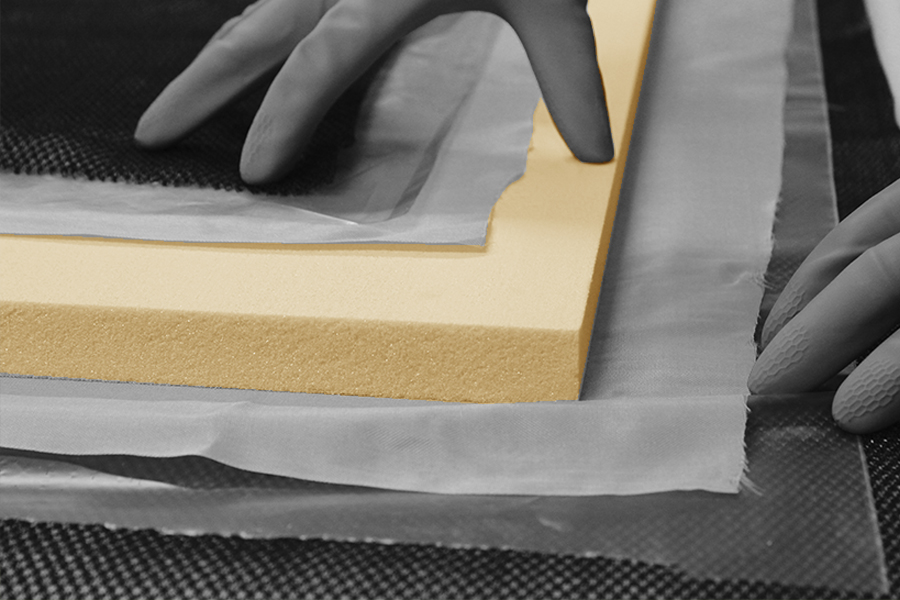
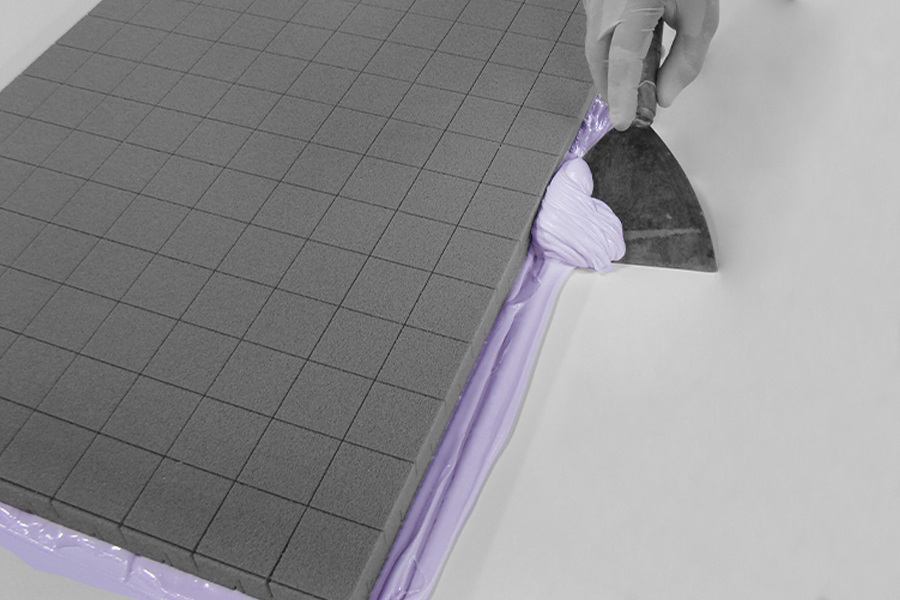
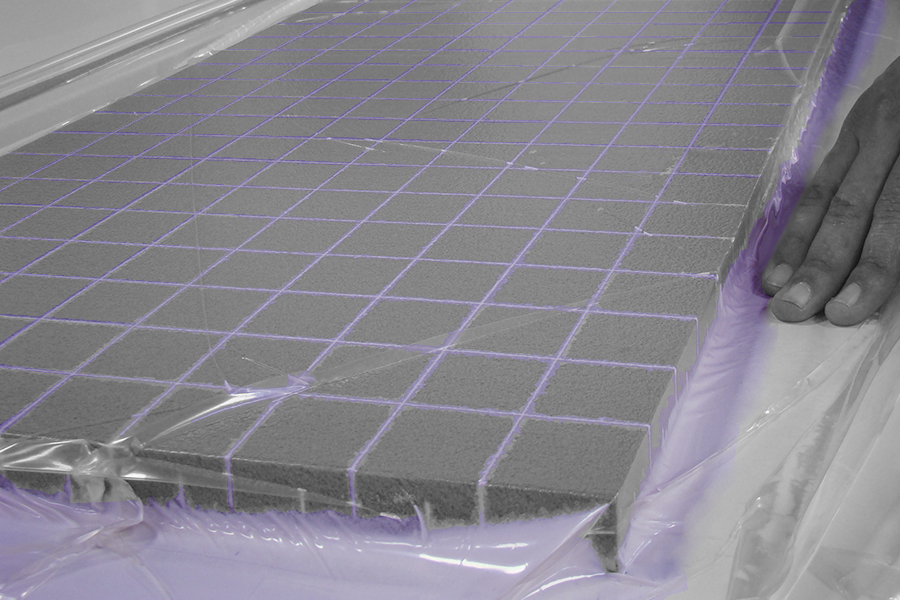
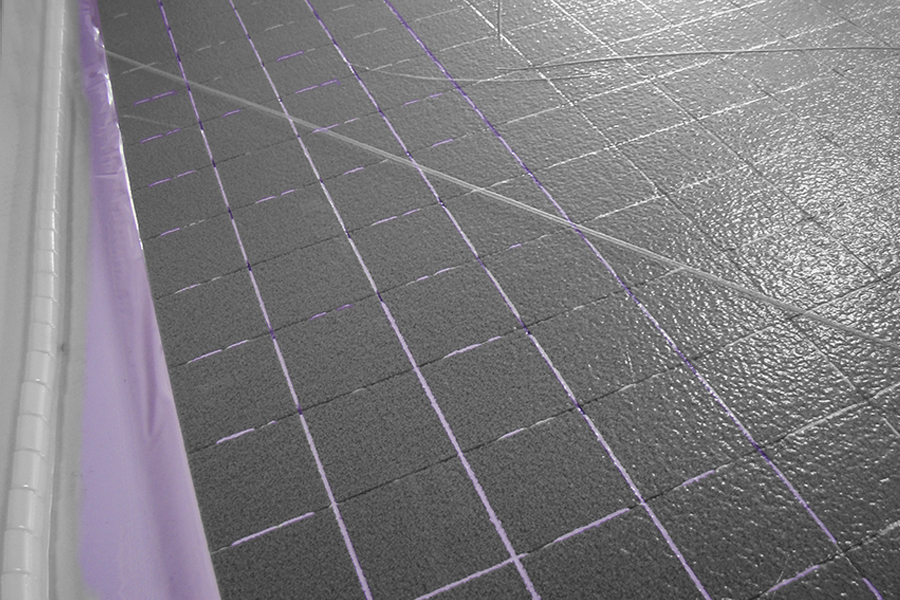
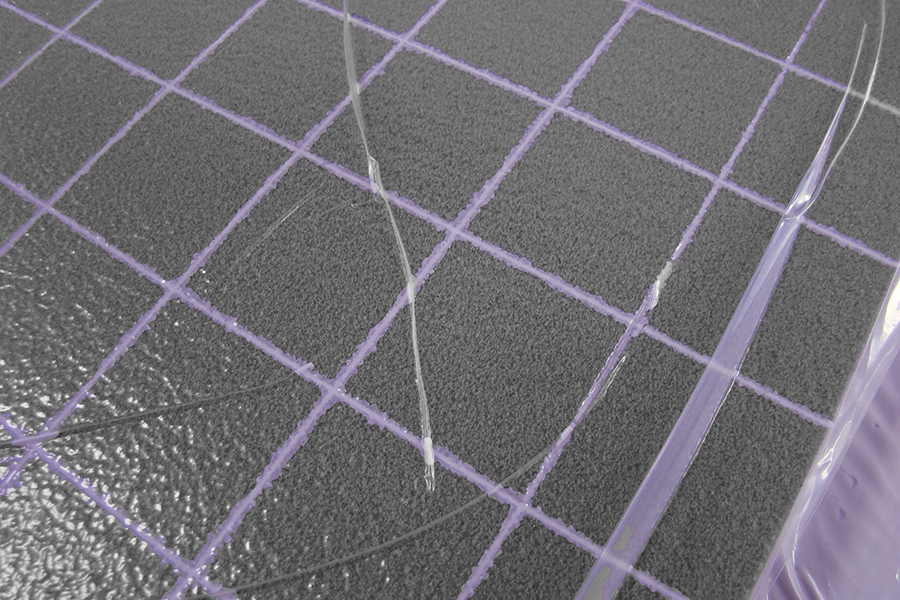
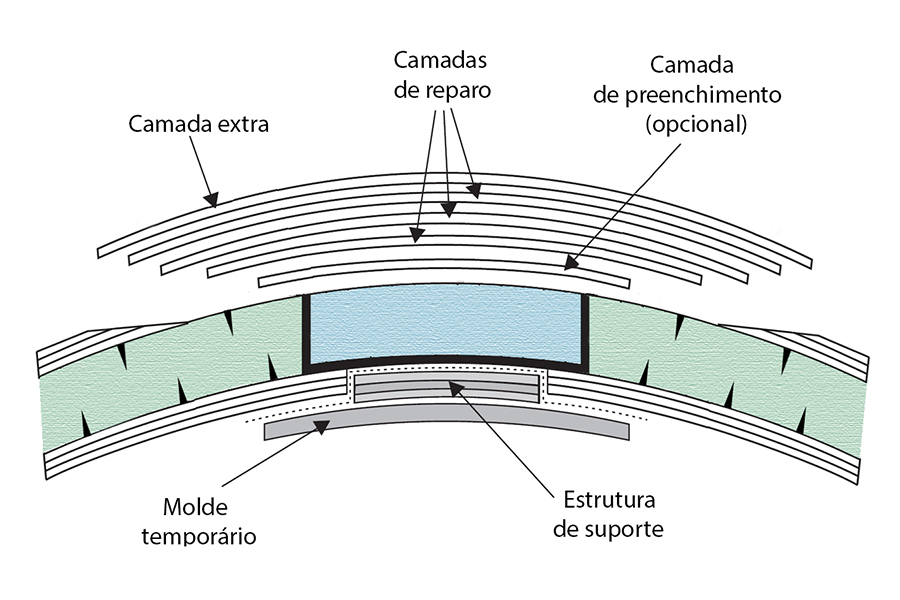
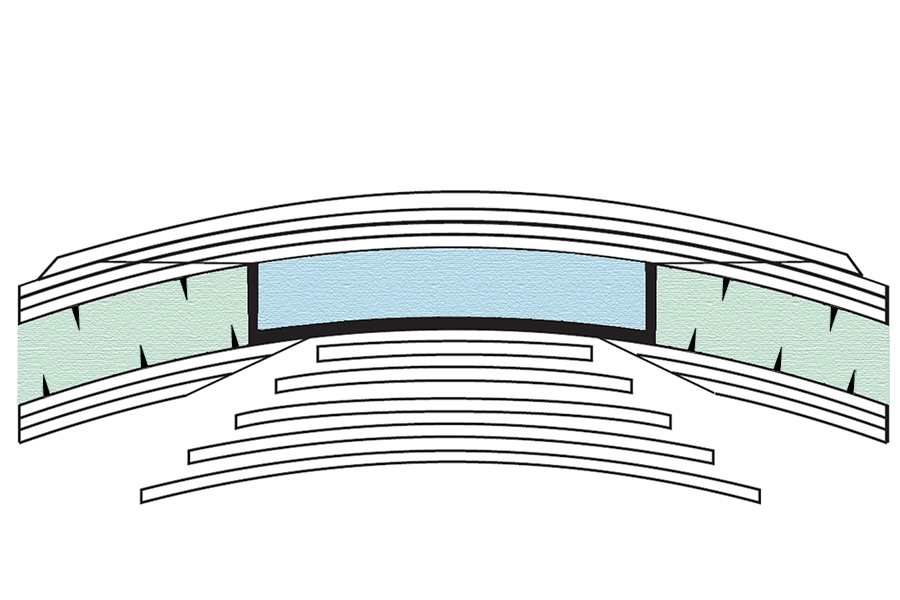
Definida a formulação da massa adesiva escolhida, é essencial preparar a superfície da embarcação para aplicação da massa para garantir a aderência do acabamento. As superfícies de fibra devem estar livres de impurezas e contaminação e deve-se lixá-la levemente. É necessário aditivar a superfície se forem produzidas a partir de poliéster e em barcos terminados em epoxy com uma camada de peel ply, é necessário apenas retirar a proteção de nylon e aplicar a massa.
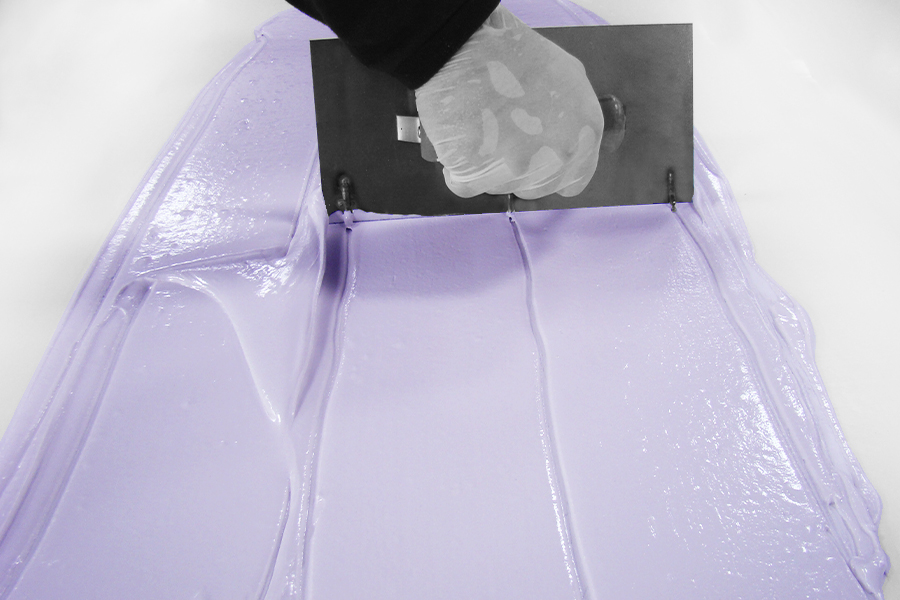
É necessário preparar a quantidade de massa suficiente para cobrir toda a área a ser acabada, prevendo um consumo de 1 a 2 mm se a superfície estiver em ótimas condições. Superfícies com carenamento ruim podem consumir de 3 a 5 mm em média, apresentando regiões que precisaram de ainda mais massa.
Ao preparar a massa tenha o cuidado de repetir a mesma receita em todos os baldes, a fim de garantir a uniformidade da mistura, assim como a densidade, resistência e dureza. Use uma furadeira com uma hélice de 3 a 5 polegadas de diâmetro em baixa rotação para evitar que a velocidade e impacto das pás quebrem as esferas. Verifique a consistência e armazene a mistura para utilização. Observe que, quando estiver usando esferas ocas, a velocidade e o tempo de mistura devem ser o menor possível.

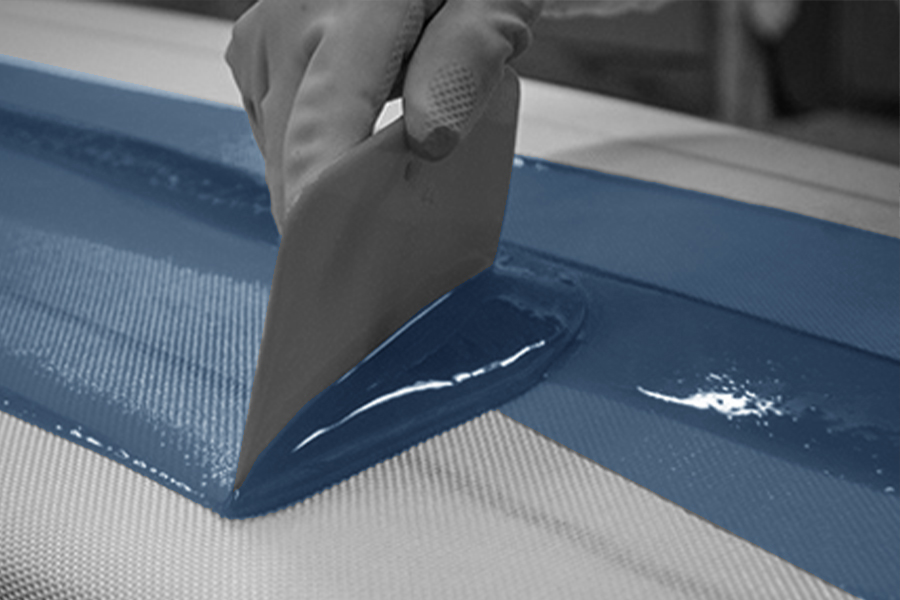
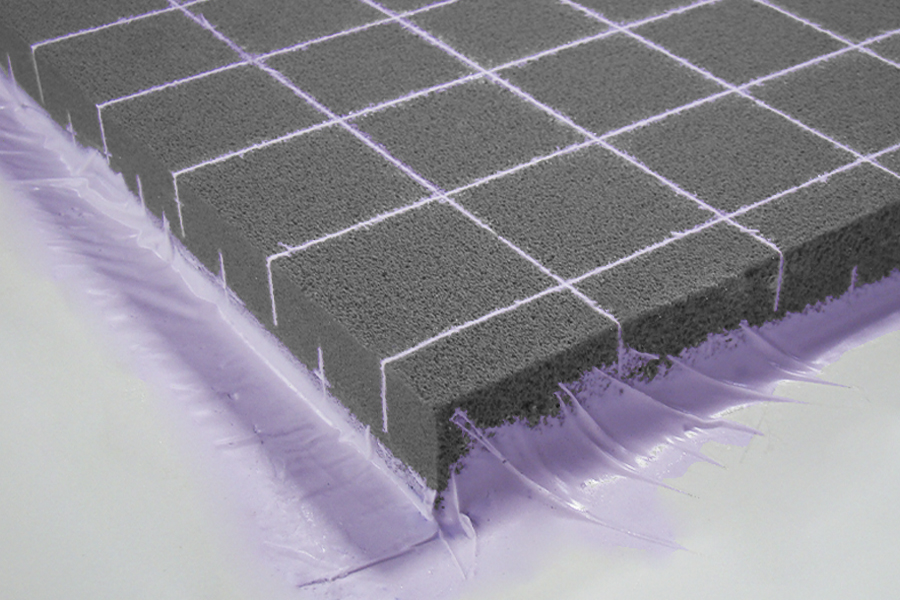
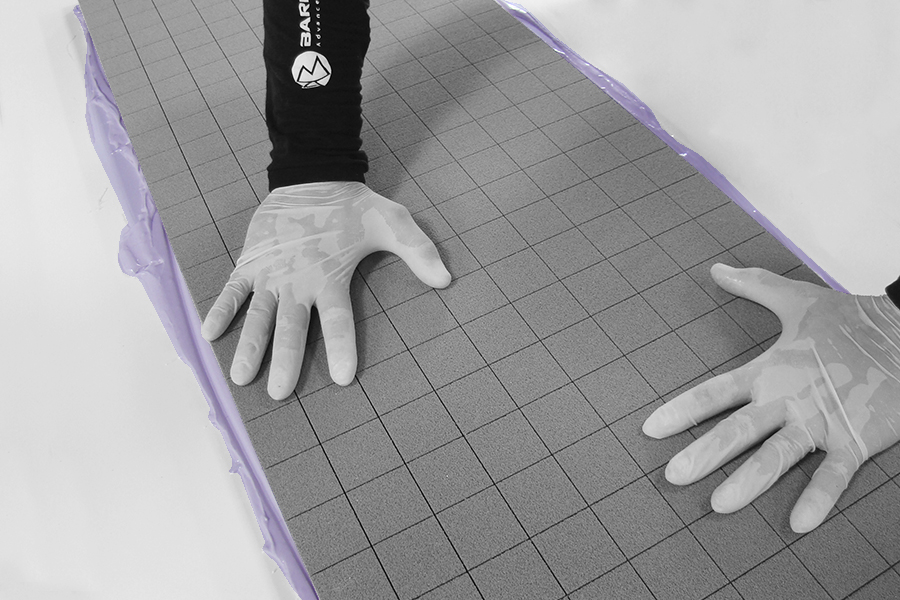
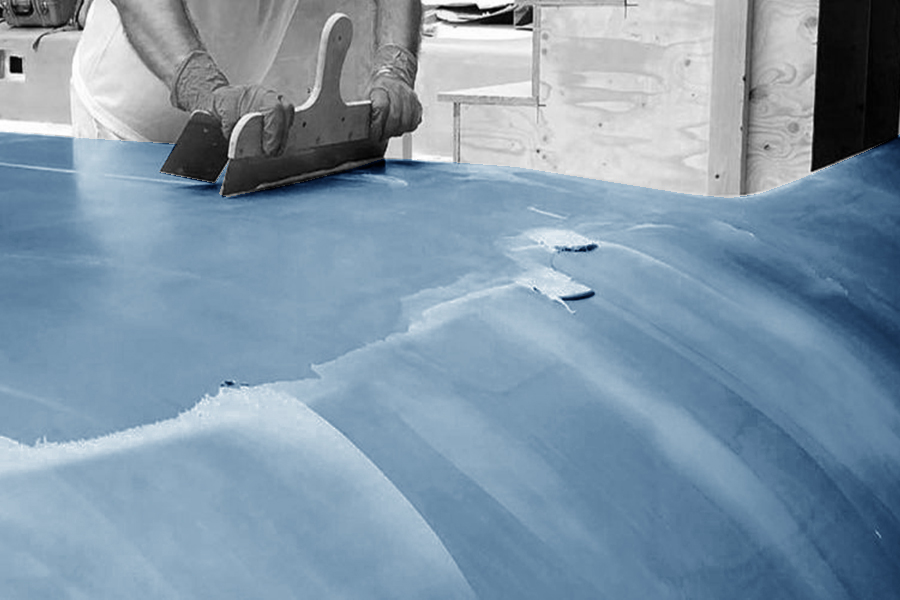
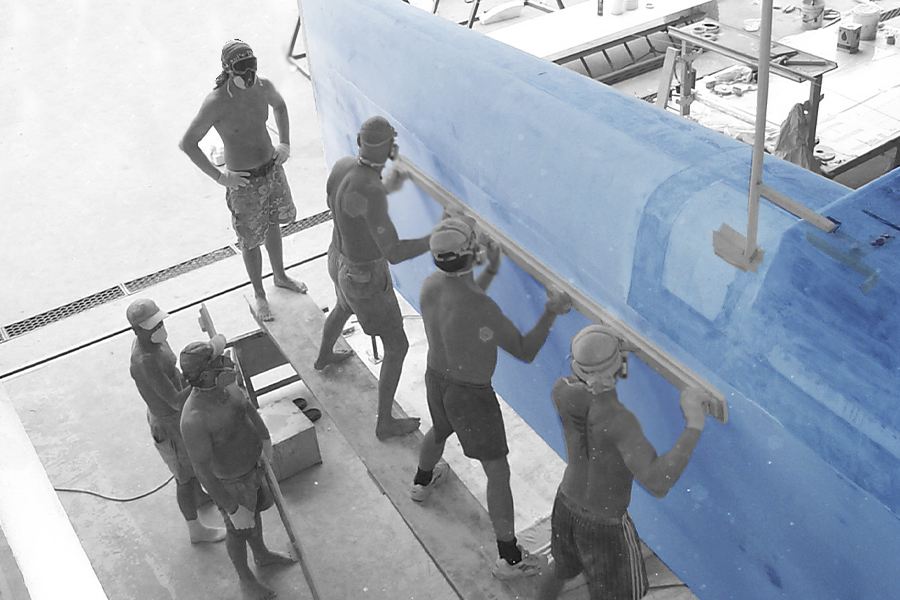
Para aplicação da massa em superfície mal carenadas, é possível utilizar uma espátula raiada, com dentes para superfície da massa estriada que facilitará o lixamento. Depois do primeiro lixamento, é possível preencher o restante com uma massa de cor diferente, se possível, e repetir o lixamento.
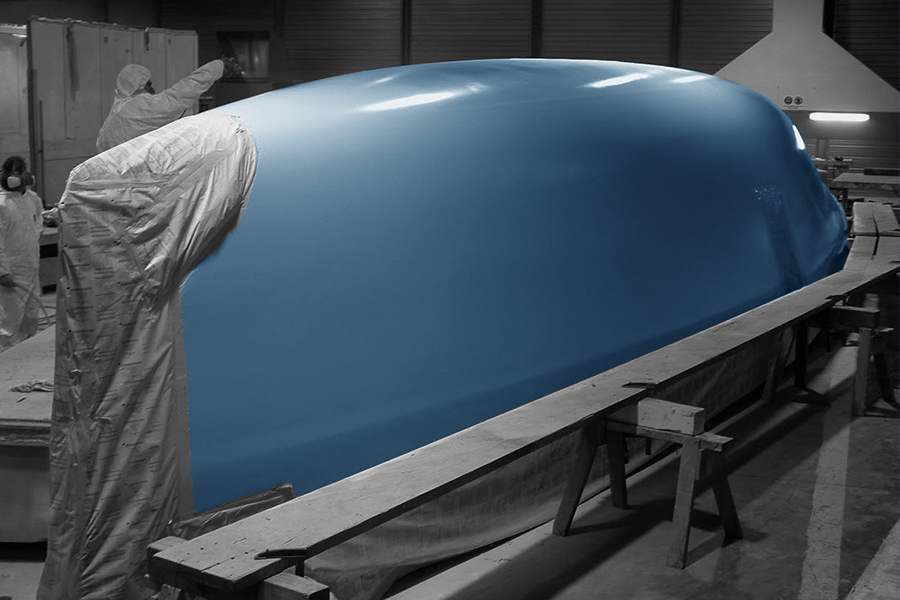
Lixar é um processo mais cansativo e difícil do que emassar, mas a execução dessa etapa de uma forma satisfatória é essencial para a qualidade final do acabamento. O lixamento deve ser iniciado com lixas de óxido de alumínio grão 40 e ser realizado em etapas aumentando progressivamente o grão até chegar em 120. Após preparar a superfície com massa, é necessário selecionar o revestimento final do casco que inclui tintas epoxy e de poliuretano, como visto no post de Equipamentos para Pintura.