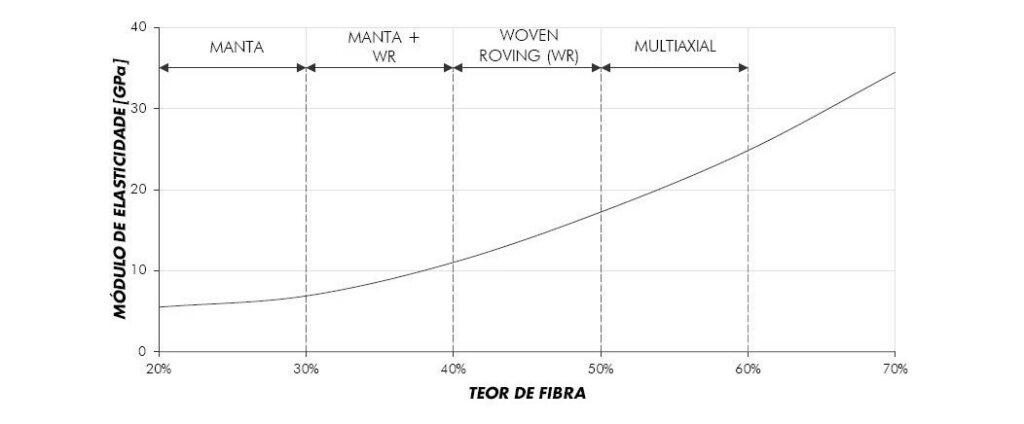
Como vimos no último post, o teor de fibra em laminados estruturais tem uma grande importância. No caso de laminados sólidos, o teor de fibra é inversamente proporcional a espessura do laminado, quanto mais fibra o laminado tem, menor é sua espessura. O Post Espessura de Laminados Sólidos explica de forma bem completa como calcular a espessura de seu laminado considerando o teor de fibra.
Entretanto existe um outro lado da moeda quando se fala em teor de fibras. A resina é extremamente mais barata que as fibras de vidro ou mesmo de carbono e um laminado rico em resina tende a criar um laminado mais econômico. Embora mais fraco o custo vai ser sempre um fator importante para muitos construtores.
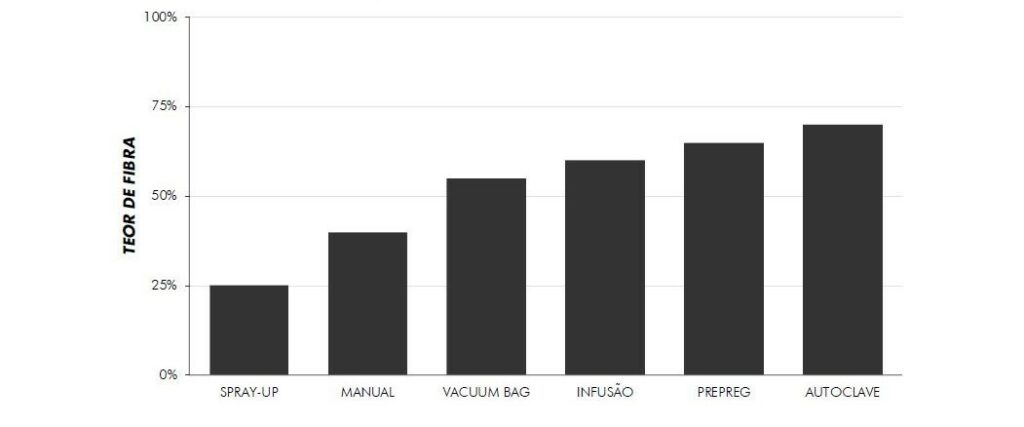
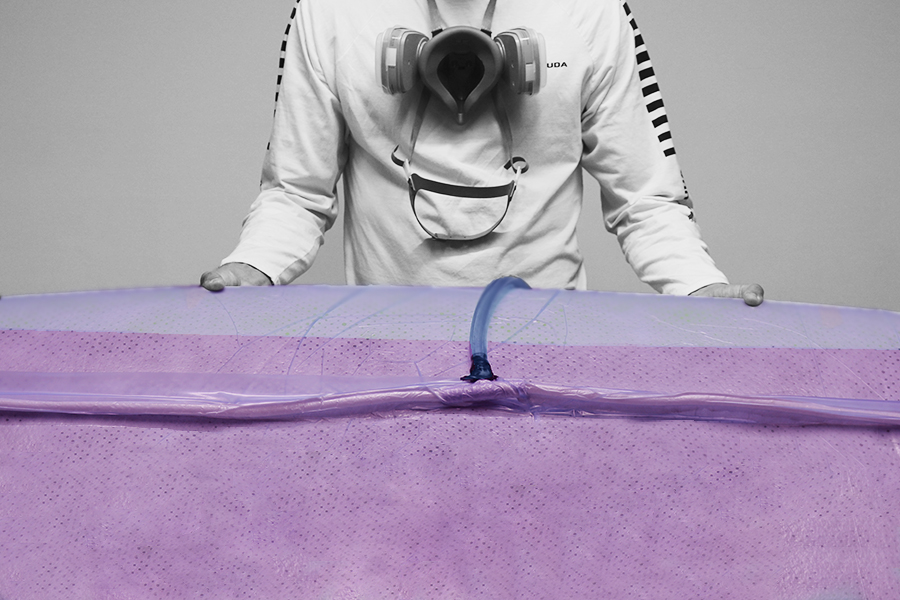
Um laminado construído com auxílio de pressão tende a ter um teor de fibras muito alto e uma resistência também muito acima da média dos laminados convencionais, entretanto o custo de fabricação também vai ser maior não só pelo uso de pressão de vácuo ou mesmo infusão com materiais auxiliares, mas também com o custo de uma resina e fibras mais caras.
Resinas para laminação a vácuo ou infusão tem um custo sensivelmente maior que resinas utilizadas no processo de spray-up. Fibra de vidro multiaxiais custam de 3 a 4 vezes mais caras que fio ou manta de fibra de vidro que podem ser usadas em barcos mais simples e que buscam um mercado de baixo preço.
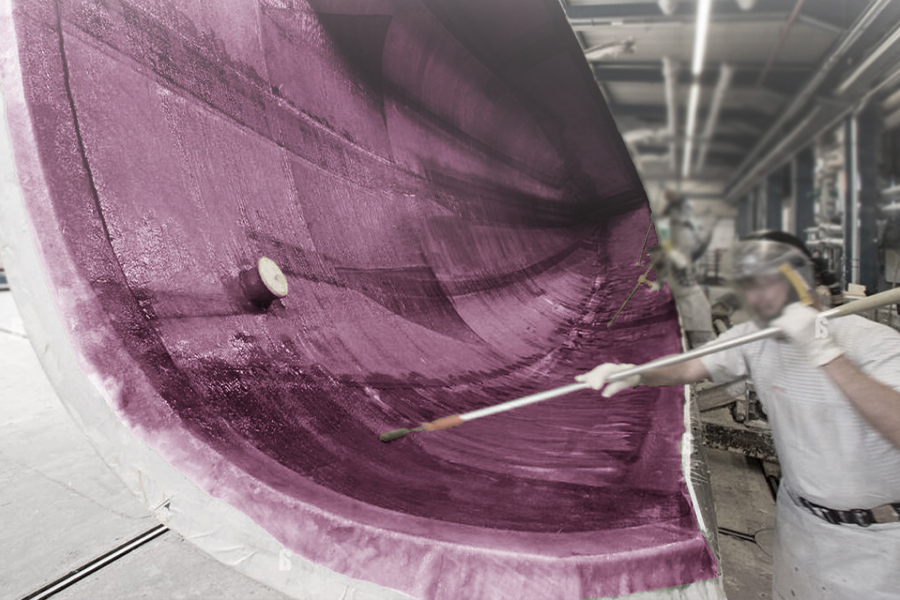
Outro fator importante e difícil de se computar é a qualificação da mão de obra para se produzir um laminado de alto teor de fibras. Enquanto um laminador que trabalha com processo de laminação por spray ou mesmo mantas de fibra de vidro pode ser treinado em 2 a 3 dias um laminador qualificado para o processo de infusão vai necessitar de um treinamento que pode durar mais de um ano. Esta diferença de custo de mão de obra e treinamento muitas vezes é desprezada no custo final do laminado, mas ela sempre vai existir.
Nada pode substituir um laminador treinado e experiente. Embora a construção com materiais compostos seja extremamente simples ela não tem lugar para improvisações porque no final só improvisa quem já fez bem feito um milhão de vezes!